Содержание
Технология пайки полипропиленовых труб: подготовка и процесс

Сварка полипропиленовых трубопроводов выполняется при обустройстве систем отопления, канализации, водопровода, а также во время ремонта или модернизации действующей магистрали. При стыковке элементов обеспечивается прочное соединение, герметичность и безопасная эксплуатация трубопровода в течение длительного времени. Пайка полипропиленовых труб осуществляется с помощью паяльника. Инструмент называют также сваркой или утюгом для труб из полипропилена.

Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
- полипропилен подогревают прибором до состояния вязкой текучести, соблюдая предписания в инструкции к оборудованию;
- паяют изделия из одинакового материала, не следует соединять детали из полипропилена с разной маркировкой, прочность соединения будет нарушена;
- стыковку торцов и фитингов выполняют плотно, не допуская зазоров, искажений, плотное прилегание обеспечивается шлифовкой обрезанного края труб наждачной бумагой;
- полипропилен быстро застывает, выравнивание возможно в течение нескольких секунд, после застывания исправить дефект будет невозможно.

Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.

При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.

Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Подготовка к свариванию
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.

Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.


Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Видео описание
Как выбрать аппарат для пайки труб в видео:
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
Важно! Для обезжиривания запрещено использовать любые растворители, бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность полипропилена.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.

Разогрев полипропилена
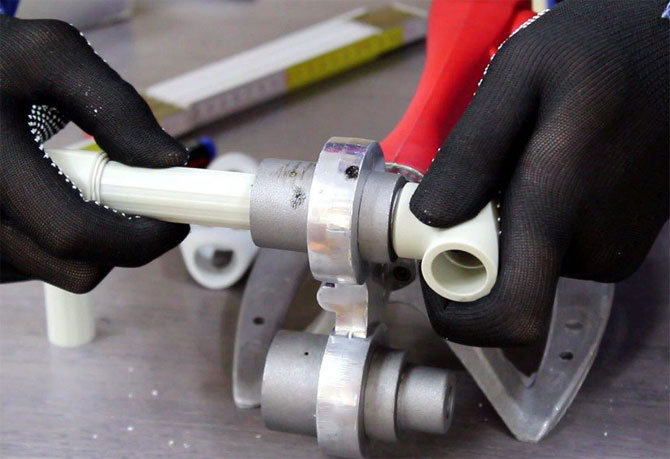
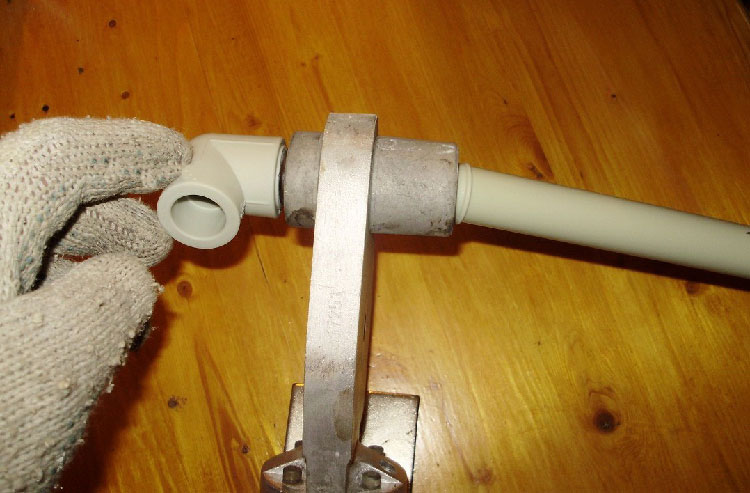
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.

Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.


Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.

На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
Видео описание
При пайке могут допускаться и ошибки, о них в видео:
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.

Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.


Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
При застывании шва детали удерживают в нужном положении. Прокручивание, искривление и другие деформации не допускаются. Исправить погрешности повторным разогревом зоны пайки нельзя. Некачественный шов подлежит обрезке, шлифовке с последующим свариванием. Спайка труб из полипропилена считается технически трудоемким процессом из-за сложности контроля качества швов. На разных участках трубопровода стыки должны получиться примерно одинаковыми.

О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.

Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
Видео описание
О секретах подгонки труб в этом видео:

Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
Отопление в частном доме из полипропиленовых труб — нюансы, расчет
Большинство загородных коттеджей, не говоря о домах в глухой сельской местности или на дачных участках, лишены возможности подключения к централизованной магистрали отопления и хозяевам приходится самостоятельно решать проблему обогрева жилья. При ограниченности в финансовых средствах один из вариантов — организовать отопление в частном доме из полипропиленовых труб своими руками.
Перед монтажом системы собственнику придется решать задачи по выбору способа отопления, схем трубной разводки и подключения к радиаторным теплообменникам, приобретения необходимого паяльного инструмента. Чтобы проложить трубопровод размеров, оптимально подходящих к эксплуатационным характеристикам системы, предварительно не помешает найти необходимый размер труб.

Рис. 1 ПП-трубы в разрезе
Полипропиленовые трубы для отопления характеристики и особенности применения
Полипропиленом (ПП или РР) называют его термопластичный полимер, полученный методом полимеризации в присутствии комплексных металлосодержащих катализаторов. В обычном виде материал представляет собой гранулы или порошок белого цвета, иногда окрашенный.
По структуре молекулярной решетки различают изотактический, синдиотактический и атактический пропилены, отличающиеся друг от друга своими физическими и химическими характеристиками.
Атактический тип PPH имеет каучукообразную структуру, относительно низкую плотность около 850 кг/м 3 при температурном пороге плавления в 80 °С, что делает его неприемлемым для производства труб.
Полипропиленовые РР-трубы изготавливают на основе полипропилена с изотактической кристаллической решеткой (PPR), обладающего высокой упругостью и стойкостью к агрессивным химическим реагентам. Его плотность в чистом виде составляет 910 кг/м 3 при температуре плавления 165 —170 °C.
Прочие эксплуатационные и технические характеристики PPR полипропилена:
- Коэффициент теплопроводности ПП — 0,24 Вт/м ·°С, в армированных алюминием трубах он почти в 2 раза выше и составляет 0,45 Вт/м·°С.
- Материал относят к термопластам, то есть изменяющим свои линейные размеры пропорционально температуре окружающей среды.
- Коэффициент линейного расширения ПП довольно высок, при нагревании до 60 °С РР-труба способна увеличится в линейных размерах на 7 — 9% от всей длины.

Рис. 2 Особенности структуры и правила монтажа армированных РР-труб FD Premium
- Температурой технического плавления полипропилена считают показатель в 260 °С — именно при этом значении производится его пайка электрическими утюгами.
- Срок службы труб из ПП в условиях эксплуатации с номинальными температурными и напорными параметрами среды составляет не менее 50 лет. В сетях холодного водоснабжения при температуре теплового носителя не более 20 °С РР-труба может эксплуатироваться 100 лет.
- ПП обладает низким гидравлическим сопротивлением, не подвержен коррозии, гниению, грибковому заражению.
- Трубы отопления из полипропилена соединяют между собой и арматурой методом пайки. Благодаря взаимной диффузии при проведении паяльных работ стык получается прочным и мало в чем уступающим цельной оболочке. Это позволяет без опасений последующего повреждения прятать РР-трубопровод в штробах стен и под стяжкой.
- Стоимость ПП намного ниже всех металлических труб и соотносима с аналогами из других термопластиков.
- Можно отметить, по финансовым затратам монтаж РР-трубопровода является наиболее бюджетным, цена одного погонного метра материала отсчитывается с 50 руб. Для стыковки отрезков друг с другом и присоединения к водонагревательным приборам и оборудованию не требуются дорогостоящие фитинги в отличие от укладки сшитого РЕХ, термостойкого PE-RT полиэтилена и металлопластика PEX-AL-PEX.
- К главным недостаткам ПП относят его низкую устойчивость к солнечному излучению и высокие коэффициенты линейного расширения, кислородопроницаемости.
Исходя из слабой устойчивости ПП к ультрафиолету, для наружной укладки рекомендуется применять изделия зеленого, серого, черного цветов.
- Стоит отметить, что обычный ПП из-за относительно низкой термостойкости, значительного коэффициента теплового расширения не подходит для отопительных систем. При его применении срок службы контура составит не более 5 лет.

Рис. 3 Сравнительная таблица линейного удлинения 100 м отрезка различных видов труб при нагревании на 50 °С
Выбирая РР-трубы, в первую очередь ориентируются на показатели их номинального давления PN, которые напрямую связаны с внутренней структурой изделия. Основные разновидности и области применения ПП-труб в зависимости от их напорных характеристик имеют следующий вид:
PN10 — изделия из чистого полипропилена, рассчитанные на эксплуатацию в среде с температурными параметрами не более 45 °С. Их основная область применения — холодное водоснабжение ХВС со средней температурой воды 20 °С и рабочим напором не более 10 бар.
PN20 (неармированные) — толстостенные трубы из обычного ПП для универсального применения в сетях горячего ГВС и холодного ХВС водоснабжения c температурой теплового носителя не более 60 °С. Рассчитаны на длительную эксплуатацию при номинальном напоре жидкости в 16 бар.
PN20, PN25 — трубы из обычного ПП, армированные стекловолокном PPR-CF-PPR. Предназначены для эксплуатации в контурах ГВС и отопления с температурой теплового носителя не более 80 °С и номинальным напором до 20 бар.
PN20, PN25 — РР-трубы с алюминиевой оболочкой PPR-AL-PPR, рассчитаны на применение в теплосетях при температуре носителя не более + 95 °С и давлении до 25 бар.

Рис. 4 Область применения ПП-труб с различными напорными параметрами
Какие полипропиленовые трубы лучше для отопления
Из рассмотренных выше характеристик РР-труб становится понятно, что система отопления из полипропиленовых труб должна монтироваться на изделиях с внутренней стекловолоконной или алюминиевой оболочками.
Изделия с внутренним слоем из алюминия имеет более высокую стоимость, низкий коэффициент теплового расширения, воздухонепроницаемы. Благодаря более высоким физическим характеристикам срок их службы выше, чем у изделий из стекловолокна.
Но при всех достоинствах, у армированных алюминием труб имеется существенный недостаток, а именно — высокая теплопроводность, что ограничивает сферу применения PPR-AL-PPR при прокладке трубопроводов под стяжкой к радиаторным теплообменникам. Из-за высокой теплоотдачи армированных алюминием трубопроводов возрастает расход топлива на подогрев теплоносителя, и соответственно система становится экономически невыгодной.
Поэтому многие пользователи монтируют контуры отопления из стекловолоконных труб PPR-CF-PPR, обладающих более низкой теплопроводностью и являющихся по цене наиболее привлекательными.

Рис. 5 Технический паспорт армированных стекловолокном РР-труб торговой марки Valtec
Отопление в частном доме из полипропиленовых труб своими руками
При устройстве системы отопления определяющими являются общая площадь и метод обогревания помещений, в последнем случае выбирают между радиаторными теплообменниками и теплыми полами. Стоит отметить, что обогрев теплыми полами более экономически выгоден, если стяжка с трубопроводным контуром хорошо изолирована утеплителем (пенопластом) от наружного грунта и конструкций здания. При любом варианте важную роль играют финансовые ресурсы собственника, временной период нахождения его в жилье.
Выбор отопительной системы
Существуют следующие два основных типа отопительных систем, их параметры и эксплуатационные особенности:
Самотечная. Система состоит из нагревательного котла, расширительного бака в самой верхней точке контура, теплообменных батарей и трубопровода.
Перемещение рабочего тела в контуре происходит за счет его нагревания, при этом плотность горячей жидкости становится меньше, и она выталкивается холодными массами вверх. Для обеспечения циркуляции самотечный трубопровод прокладывается под небольшим углом (5 мм на 1 м) по отношению к котлу и батареям.

Рис. 6 Схема гравитационной системы с естественной циркуляцией
Статья по теме:
Подключение теплого пола к системе отопления – варианты, схемы, узлы системы. Если читаете про отопление в частном доме из полипропиленовых труб своими руками, возможно будет интересно подробнее узнать про варианты подключения труб теплого пола к системе отопления, то можете почитать об это м в отдельной статье на нашем сайте.
В гравитационной системе скорость движения теплового носителя невелика и не может регулироваться, поэтому ее в основном используют для радиаторного обогрева помещений.
К достоинствам схемы с расширительным баком относят ее дешевизну, недостатком является инерционность из-за медленного движения потока по магистрали.
Стоит отметить, что в самотечный контур вполне можно установить циркуляционный электронасос, увеличивающий и позволяющий регулировать скорость перемещения рабочей среды по трубопроводу.
Принудительная. Отопительная система с циркуляционным электронасосом позволяет регулировать скорость перемещения рабочего тела, что весьма удобно для быстрого прогрева помещений.
Помимо котла и трубопровода, в состав системы входит закрытый расширительный бак и циркуляционный насос.
В принудительной системе часто применяют обогрев помещений теплыми полами, при этом в коллекторной разводке или гидрострелке имеется дополнительный циркуляционный агрегат.
Система с принудительной подачей теплового носителя дороже из-за потребляемой насосами электроэнергии, но намного удобнее в эксплуатации. К тому же эффективный обогрев теплыми полами в отличие от радиаторного в гравитационных магистралях позволяет уменьшить эксплуатационные расходы.

Рис. 7 Схема циркуляционной двухтрубной закрытой системы с электронасосом и размеры трубопровода
Вид разводки
При размещении трубопроводов используют два основных способа прокладки:
Однотрубная. При данном виде укладки тепловой носитель перемещается по замкнутому контуру, образуя петлю, а радиаторы подключается к ней параллельно. Однотрубная система отопления в частном доме позволяет сэкономить немалые средства на трубных материалах и простоте монтажа — его легче всего провести своими руками.
Наибольшей известностью и популярностью пользуется однотрубная схема прокладки ленинградка, при реализации которой используется труба относительно большого диаметра (40 или 50 мм). К замкнутой трубопроводной петле ленинградки снизу параллельно подключают ряд радиаторов через трубные отрезки малого сечения.
К недостаткам однотрубный схемы относят неравномерность прогрева ближних котлу и дальних радиаторов, что впрочем легко устраняется при установке на них терморегуляторов или ручной регулировке потока вентильными кранами.
Двухтрубная. Метод прокладки отопительного контура при помощи двух труб обеспечивает равномерность прогрева каждого из подключенных к нему теплообменников без дополнительной регулировочной арматуры. Для этого она должна быть смонтирована по схеме Тихельмана, обеспечивающий равную длину линий подачи и обратки. Хотя двухтрубная система отопления дороже однотрубной и более сложна в монтаже, как отмечалось выше, она может обходиться без терморегуляторов и регулирующих вентилей, что позволяет немного снизить расходы на комплектующие.

Рис. 8 Виды разводок
Способ подключения радиаторных теплообменников
Входные патрубки современных алюминиевых радиаторов находятся вверху и внизу, все разновидности стальных теплообменных приборов рассчитаны на нижнее подключение.
Обычно при подключении радиаторных приборов в первую очередь обращают внимание на эстетику внешнего вида, и в этом аспекте нижнее подсоединение не имеет альтернатив.
Некоторые монтажники прячут нижнюю подводку в штробах, что еще более повышает эстетику помещений и упрощает их уборку. Еще одно немаловажное преимущество нижней подводки — экономия труб отопления в сравнении с подачей теплового носителя снизу в верхние патрубки батарей.
Инструмент для пайки
Для одноразовой пайки полипропилена своими руками приобретает самый бюджетный инструмент, но и в этом случае желательно сделать оптимальный выбор по соотношению цены и качества.
Наиболее верным решением послужит выбор мечевидного паяльника для пайки турецкого производства торговых марок Candan, GM Cobra, Turk CA стоимостью 3000 — 4000 руб. Данные агрегаты, имея цену самых бюджетных моделей, по качеству изготовления и удобству работы относят к полупрофессиональному оборудованию, приобретаемому многими специалистами для постоянной работы.
Если нет желания тратить финансовые средства на приобретение паяльного утюга, всегда можно взять нужный аппарат во временное пользование в одной из многочисленных прокатных фирм.

Рис. 9 Турецкие паяльные утюги
Какой диаметр трубы лучше использовать для отопления частного дома
Каждому пользователю, осуществляющему монтаж теплосетей из термопластиковых труб следует знать, что их размер задается диаметром внешней оболочки в мм и соответствует значениям из регламентированного ГОСТ стандартного цифрового ряда 10 – 12 – 16 – 20 – 25 – 32 – 40 — 50 мм. При стыковке РР-труб используют фитинги, нагревая внешнюю часть трубы и внутреннюю часть фитинга их стыкуют с некоторым усилием, данный вид стыковки называется раструбным. Маркировка труб и фитингов пишется на поверхности, если труба 20 мм, то и фитинги подбираются 20 мм. Сложности при выборе труб и фасонных частей не должны возникнуть.
Решить задачу, как подобрать диаметр трубы для отопления можно различными способами: по проверенным рекомендациям специалистов, посредством таблиц, онлайновых калькуляторов или расчетами.
Помните, что все пластиковые трубы (в отличии от стальных), в том числе и полипропиленовые, маркируются по наружному диаметру, так как трубы с разными характеристиками (PN10, PN20 и т.д.) имеют разные толщины стенок, а фитинги у них универсальны и внутренний условный проход отличается от стальных труб, поэтому, выбирая размер трубы, нужно для себя понять, если стальная труба имеет размер 16 мм, то полипропиленовая с похожими характеристиками будет иметь размер 20 мм, стальная 20 мм, полипропиленовая — 25 мм и так далее.
Чтобы быстро решить, каким трубным диаметром прокладывать отопительную магистраль, можно воспользоваться следующими рекомендациями:
- 16 мм — полипропиленовые трубы 16 мм в основном на нашем рынке не продаются, так как это слишком маленький диаметр для подводки теплоносителя к батареям. 16 мм в основном, это трубы из сшитого полиэтилена, используемые для прокладки труб теплого пола, они выпускаются в рулонах и имеют красный, серый или даже зеленый цвета.
- 20 мм — используют для подключения к нагревательному котлу современных многосекционных батарей общей мощностью 1000 — 2000 Вт с теплоотдачей одной секции около 170 Вт (батареи из алюминия). Суммарная мощность теплосети при этом находится в диапазоне 7000 — 9000 Вт при количестве батарей не более 5 штук. Разводка может быть как однотрубной, так и двухтрубной.
- 25 мм — для прокладки тепловой магистрали суммарной мощностью до 12 000 Вт при числе батарей до 8 штук в одной ветке.
- 32 мм — для подсоединения теплообменных приборов на одном этаже индивидуальных домов суммарной тепловой мощностью до 20000 Ватт при числе радиаторов не более 12. Основная схема прокладки — двухтрубная.
- 40 мм — РР-трубы для прокладывания самотечных систем с низкой скоростью перемещения теплового носителя. Данное сечение трубопроводной линии подходит для передачи теплоэнергии мощностью до 30000 Вт при числе батарей до 20 штук. Из 40 мм РР-труб нередко монтируют однотрубную разводку типа ленинградки, их нередко используют для устройства межэтажных стояков.
- 50 мм — редко встречающийся вариант диаметра РР-трубопроводов, требующий применения слишком мощного котельного оборудования. Из 50 мм РР-труб иногда прокладывают однотрубную ленинградку, собирают стояки между этажами.

Рис. 10 Таблица зависимости трубного размера от теплоподачи и потока рабочего тела
Выбор диаметра трубы для отопления при помощи таблиц и онлайн калькуляторов
В интернет ресурсах можно обнаружить таблицы зависимости трубного диаметра от скоростных параметров среды V и отдаваемой им тепломощности Q. Обычно скорость не выходит за границы 0,2 — 0,7 м/с, а мощность котельного оборудования лежит в диапазоне 3000 — 40000 Вт.
Чтобы приблизительно определить размер РР-труб по Q и V, руководствуется следующими соображениями:
- Для индивидуального дома мощность теплового котла рассчитывается исходя из расхода 100 Вт тепловой мощности на 1 квадратный метр отапливаемой площади. Например, если дом имеет общую обогреваемую площадь 100 квадратных метров, то на отопление понадобится котел на 10000 Вт.
- Скорость теплового носителя в самотечных системах принимают минимальной порядка 2 — 3 м/с, с принудительной подачей циркулярным насосом — 4 — 7 м/с.
В результате по таблице на рис. 10 находим, что для подачи тепла мощностью 10000 Ватт при средней скорости движения среды по трубопроводной линии 5 м/с следует использовать ПП трубы для отопления размером в окружности 25 мм.
Стоит отметить, что более точный результат можно получить по таблицам, учитывающим температурную разницу между подачей и обраткой, а также их показания (80/60, 75/60).
При расчете трубных диаметров посредством онлайновых калькуляторов обычно вводят следующую информацию:
- площадь обогреваемого помещения;
- высоту потолков;
- максимальную температуру наружной среды;
- количество выходящих на улицу стен, иногда их ориентацию по сторонам света и относительно ветровой нагрузки;
- степень тепловой изоляции наружных стен или ее числовой коэффициент;
- тепловые параметры полового покрытия;
- тепловые характеристики помещений на чердаке;
- число окон, их размерные параметры по высоте и ширине;
- тип остекления (листовое или камерное), число листов в пакетах;
- наличие дверей на улицу, балконы и лоджии, степень теплозащиты последних (холодные, теплые).

Рис. 11 Таблица взаимосвязи теплового потока и объема прокачки теплоносителя со скоростью его перемещения и диаметром труб
Расчет диаметра труб для отопления частного дома по формулам
Стоит отметить, что точный расчет диаметра трубы из полипропилена для отопления не имеет практического смысла, так как выбирать приходится из стандартизированного ряда типоразмеров в 20, 25, 32 и 40 мм.
Если все же стоит задача, как рассчитать диаметр труб отопления с наибольшей точностью, можно воспользоваться одной из нескольких формул.
К примеру, определить размер труб можно по следующему уравнению:
D = √ (354 · (086 · Q / ∆t) / V), где
- V – скорость потока теплоносителя в контуре (м/с);
- Q – количество подаваемой по трубопроводу тепловой энергии для обогрева помещений (кВт);
- ∆t — разница между температурными параметрами подающей и обратной ветвей (С);
- D – диаметр ПП-трубы (мм).
Подставив в формулу числовые значения скорости 0,5 м/с, разницы температур 20 °С и тепловой мощности 10 кВт получим числовое выражение: D = √ (354· (0,86 · 10/20) /0,5) = √304,44 = 17,45 мм
Данный показатель соответствует наружному диаметру ПП-трубы в 20 или 25 мм.
Чтобы более точно определить диаметр полипропиленовых труб, можно воспользоваться формулой расчета тепловой мощности из ряда показателей, которые аналогичны приведенным выше для ввода данных в онлайн-калькулятор. Однако вряд ли такие операции имеют практический смысл при выборе трубного диаметра из двух типоразмеров в 20 и 25 мм.
Для снижения гидравлических потерь предпочтительно использовать трубопровод большего размера. Если теплоотдача слишком велика или наоборот недостаточна, всегда можно изменить температуру теплоносителя и скорость вращения рабочего колеса циркуляционного электронасоса. Обычно стандартной аппарат имеет трехступенчатую регулировку числа оборотов вала электродвигателя.

Рис. 12 Варианты подключения радиаторов производя отопление в частном доме из полипропиленовых труб своими руками
Монтируя отопление в частном доме из полипропиленовых труб своими руками пользователю приходится решать задачу, каким диаметром прокладывать отопительный трубопровод. Ответ на вопрос, как правильно выбрать размер ПП-труб, можно найти в онлайн калькуляторах или таблицах, рассчитать диаметр при помощи формул или воспользоваться рекомендациями специалистов, проводивших монтаж аналогичных систем.
Как правильно паять трубы отопления?
Автономную систему отопления выгодно монтировать из пластиковых материалов. Так поступает большинство индивидуальных застройщиков. Современные трубы и фитинги из полипропилена отлично выдерживают нагрузки, их можно недорого купить и самостоятельно смонтировать.

Однако, чтобы работа была качественной, а коммуникации работали исправно, необходимо правильно выбрать материал, а также знать, как паять трубы отопления и соблюдать инструкцию по технике безопасности.
Виды труб для отопительных систем
Для монтажа систем отопления подходят традиционные металлические трубы и полимерные, с некоторыми оговорками по условиям их эксплуатации.
Виды труб для отопительных систем:
- Стальные. Стальная труба без специального защитного покрытия в отопительных системах используется повсеместно в многоквартирных домах. Сталь хорошо выдерживает тепловые нагрузки, повышенное давление в магистрали. Недостатком является их подверженность коррозии. В условиях агрессивных добавок, применяемых в промышленных теплосетях, сокращает их срок службы значительно. Для индивидуальных застройщиков стальные материалы представляют трудность в плане самостоятельного монтажа.
- Оцинкованные стальные коммуникации. Оцинкованные материалы более долговечны, чем стальные необработанные. Но и стоимость их выше.
- Медные. Эти материалы можно назвать аристократами в строительстве отопительных систем. Медные трубы и фитинги долговечны, но дорогостоящи. Их монтаж требует специальных навыков.
- Нержавеющая сталь. Трубы из нержавейки относятся к дорогостоящим материалам. Они долговечны, надежны в эксплуатации, то требуют специальных навыков для монтажа трубопровода.
- Металлопластик. Это легкие материалы, удобные для монтажа. В системах отопления используются редко, поскольку в подобных условиях эксплуатации имеют небольшой срок службы.
- Полимерные материалы. Для отопления используют трубы из полипропилена. Это недорогие коммуникации, которые при желании может смонтировать непрофессионал. Трубы не подвержены коррозии. При качественной сборке коммуникации из полипропилена служат десятилетия. Недостатком их является ограничение допустимой температуры теплоносителя и давления в системе. Однако для бытовых, автономных систем отопления трубы из полипропилена подходят идеально.

Обратите внимание! К общим недостаткам металлических коммуникаций можно отнести их высокую теплопроводность. Это свойство металла значительно увеличивает потери тепла при транспортировке теплоносителя.
Трубы отопления из полипропилена лишены многих недостатков металла. Процесс их соединения называется пайкой или сваркой.
Для монтажа пластика потребуется специальный инструмент, подробная инструкция о том, как паять трубы отопления. Работа не представляет сложности. После некоторой тренировки качественное соединение выполнит и непрофессионал.
Способы пайки
Существует 3 способа соединения пластиковых труб и фитингов, два из которых термические:
- Диффузионная сварка при помощи специального паяльника. Основана на процессе молекулярной диффузии (смешивания) органических полимерных материалов при нагревании их до температуры плавления.

- Диффузионная сварка с использованием специальных электрофитингов. Основа процесса аналогична первому способу. Отличие заключается в технологии – здесь требуются специальные, дорогостоящие фитинги с вживленными электродами. Электрофитинги позволяют смонтировать систему отопления без использования паяльника.

- Химическая сварка (холодный способ соединения пластиковых деталей). Холодная сварка основана на химическом «расплавлении» полипропилена. Детали смазывают специальным составом и соединяют.

Обратите внимание! Для монтажа системы отопления подходят только первые два способа пайки. Холодная сварка не дает достаточной прочности соединения для монтажа отопительных систем.
Схематично процесс пайки можно описать следующим образом:
- конец трубы отопления и фитинг нагревают;
- соединяют в нагретом состоянии;
- удерживают в требуемом положении до остывания.
Результатом является крепкое, на уровне молекул, соединение деталей. В результате правильно проведенной пайки, мастер получает цельное соединение, которое при разрезе не имеет видимых границ стыковки.
Как варить трубы из полипропилена (инструкция)
Для работы вам понадобятся следующие инструменты:
- Паяльник для полипропиленовых материалов. Это специальный прибор, который работает от электросети. На паяльнике имеется нагревательный элемент в виде пластины (мечевидный) или трубки (цилиндрический). Конфигурация аппарата значения для качества пайки не имеет. На нагревательный элемент паяльника закрепляют насадки, которые соответствуют диаметру труб отопления (от 16 до 32 мм). Достаточная мощность для бытового использования от 800 до 1200 Ватт.
- Ножницы для пластика или ножовка для разрезания труб.
- Шейвер для снятия фаски или острый нож для зачистки края заготовок.
- Линейка, маркер, угольник для разметки.
Предварительный этап включает создание плана и чертежа будущей системы отопления. Далее нарезают трубы необходимого размера. Пайку проводят поэтапно, собирая отдельные узлы коммуникации на горизонтальной поверхности. После, готовые участки собирают в единую систему.
Пошаговая инструкция проведения пайки труб отопления:
- Паяльный аппарат устанавливают на полу, закрепляют на нем насадки нужного диаметра, включают в сеть.
- Дожидаются, когда паяльник наберет нужную температуру (для полипропилена 260 градусов). Одновременно надевают на одну насадку фитинг, во вторую вставляют конец трубы. Предварительно на трубе делают метку глубины пайки.
- Выдерживают детали необходимое время, оно зависит от диаметра соединяемых частей.
- Одновременно, двумя руками снимают нагретые детали и соединяют их между собой.
- Держат неподвижно до отвердевания полимера.
Обратите внимание! Для удержания паяльника удобно его зажимать между колен, расположившись соответственно на полу.
Паять трубы отопления из полимерных материалов достаточно просто. Главное делать все операции по инструкции одновременно, быстро и точно.
В процессе работы паяльник из сети не выключают.
Таблица времени нагрева, остывания деталей в зависимости от их диаметра. Данные временные интервалы даны для температуры воздуха при пайке в 20 градусов тепла. Если температура окружающей среды отличается, то потребуется коррекция времени.
| Диаметр материалов | Интервал нагрева (в сек.) | Интервал сварки (в сек.) | Интервал остывания (в сек.) |
|---|---|---|---|
| 16 | 5 | 6 | 3 |
| 20 | 5 | 6 | 2 |
| 25 | 7 | 10 | 2 |
| 32 | 8 | 10 | 4 |
Меры безопасности
При работе с нагревательным аппаратом необходимо соблюдать меры индивидуальной защиты:
- Паяльник должен быть установлен на горизонтальной поверхности в свободном от материалов месте.
- На мастере должны быть обязательно защитные перчатки (для работы с горячими инструментами), удобная спецодежда.
- Не следует наклоняться над плавящимся пластиком, поскольку в процессе выделяются вредные пары.
- Помещение должно быть относительно чистым. Рабочая поверхность — свободной от пыли, мусора.
- Соединение вилки паяльника с сетью должно быть плотным, шнур свободным.
Предварительный прогрев сварочного инструмента проводят 20 минут, если на нем нет соответствующего индикатора.
Секреты качественной сварки труб
Для того, чтобы пайка труб отопления была качественной, а соединение безупречным, необходимо знать небольшие секреты этого процесса:
- Труба не должна входить в фитинг в холодном состоянии.
- Операцию по насадке деталей на паяльник проводят одновременно, с нажимом, но без подкручивания.
- Соединение деталей проводят без лишнего нажима и без прокручивания.
- Детали удерживают в фиксированном состоянии до полного остывания.
- Результатом качественного соединения является равномерный наплыв пластика по диаметру трубы около фитинга.
Если вы собираетесь паять трубы отопления впервые, то приобретите пару дешевых фитингов и некоторый запас трубы. Предварительно потренируйтесь, чтобы почувствовать и понять физические качества холодного и расплавленного материала. Для самоконтроля разрежьте ваше соединение, посмотрите на качество пайки изнутри.
Источник https://m-strana.ru/articles/payka-polipropilenovykh-trub/
Источник https://montagtrub.ru/kak-sdelat-otoplenie-v-chastnom-dome-iz-polipropilenovyh-trub-svoimi-rukami/
Источник https://infotruby.ru/soedinenie/pajka-trub-otopleniya