Содержание
Отопление в частном доме из полипропиленовых труб своими руками: виды и схемы систем, монтаж, видео
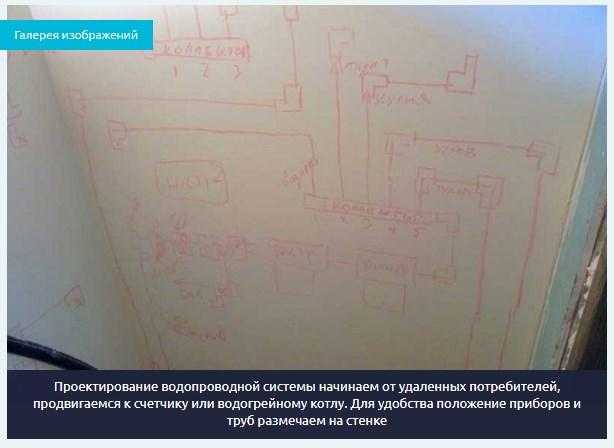
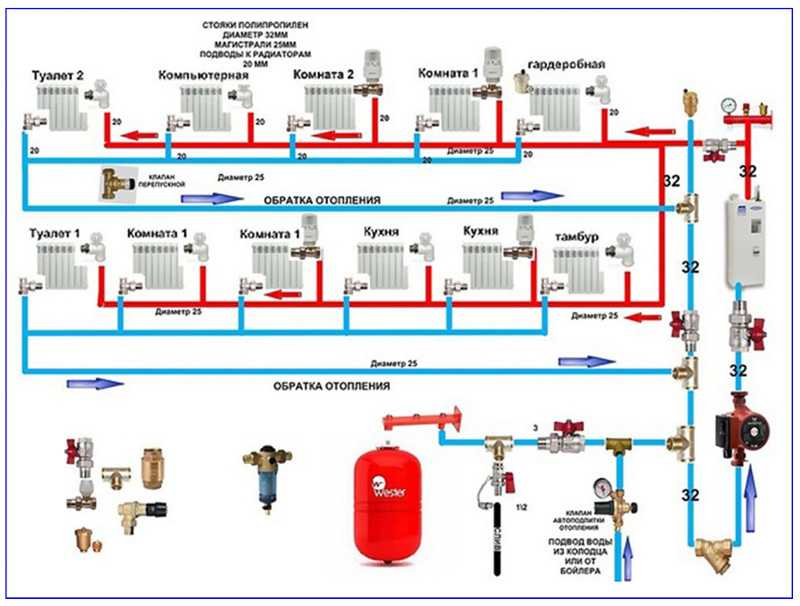
Из-за того, что ППР трубы не гнуться, при разрабатывать схему разводки надо так, чтобы обходов и поворотов было как можно меньше. Ведь все они делаются при помощи фитингов, а они имеют солидную стоимость (по сравнению с трубой). Потому стараемся разводку оптимизировать — сделать как можно меньше поворотов, обходов и изгибов.
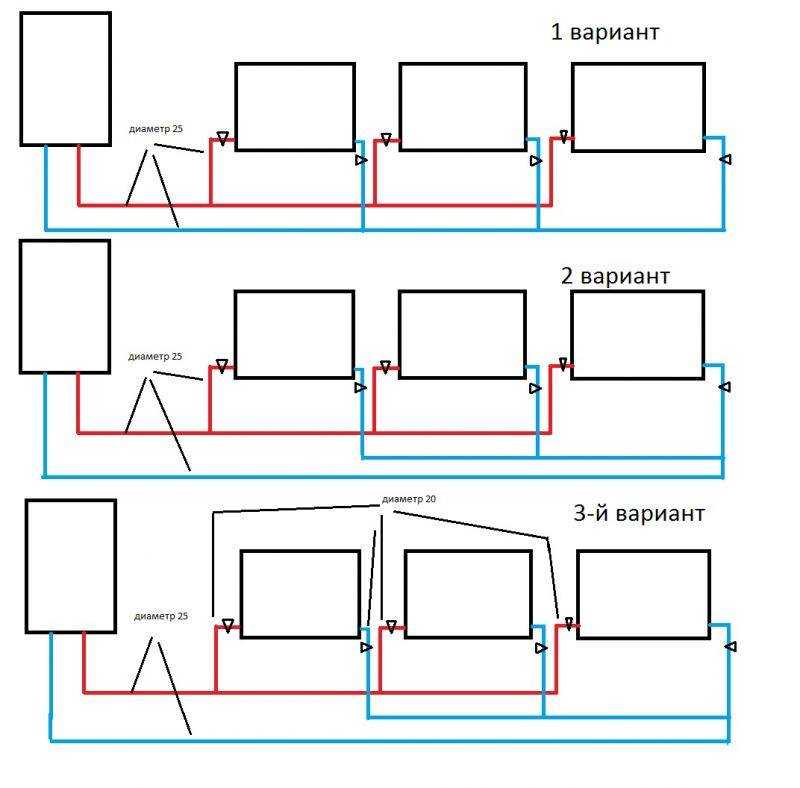
Последовательное (тройниковое) подключение
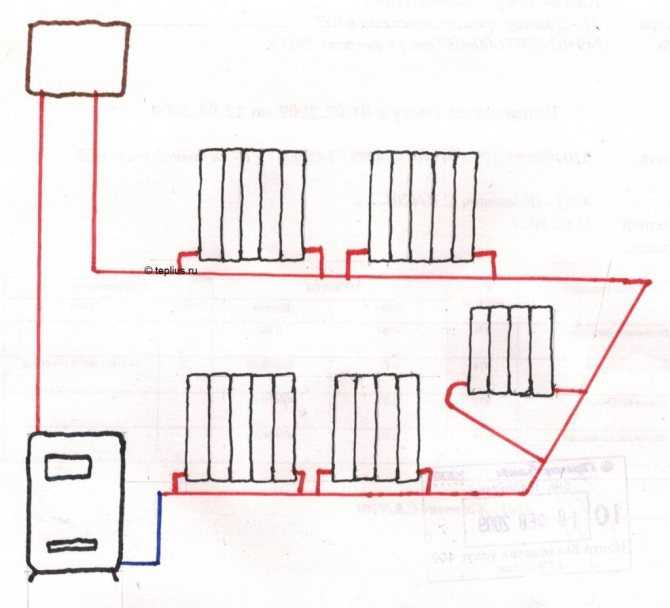
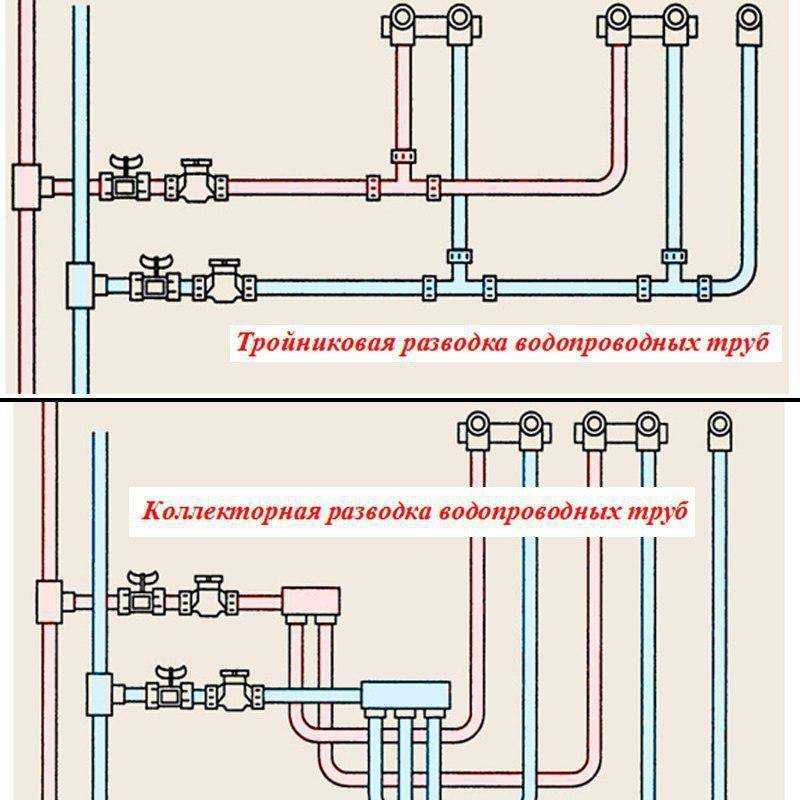
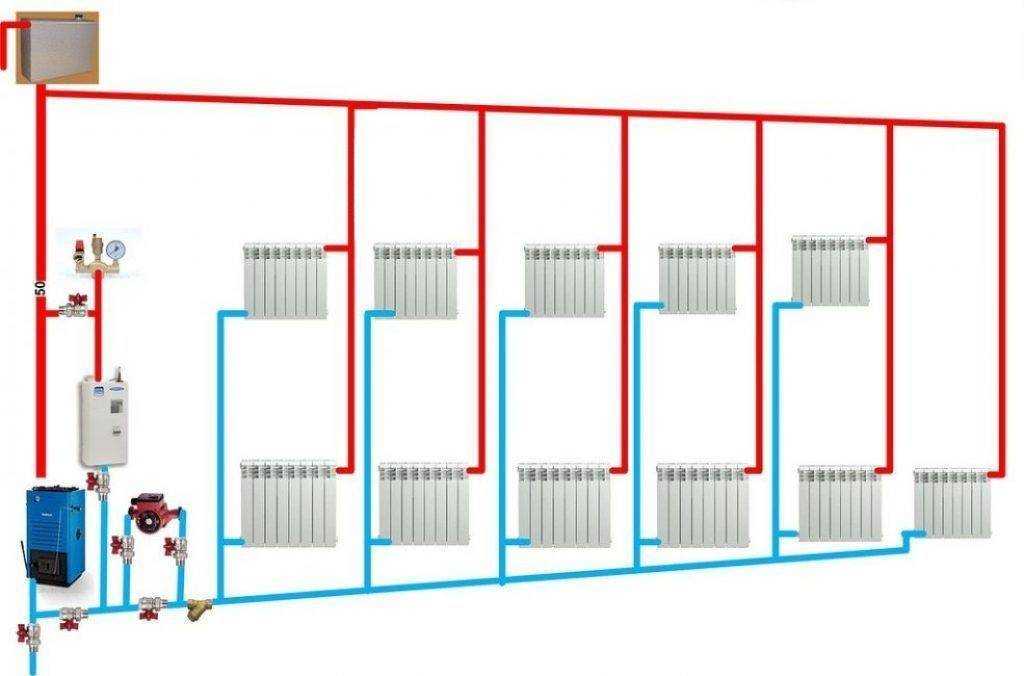
Монтаж водопровода из полипропиленовых труб с последовательным подключением потребителей (сантехники и бытовой техники) используется в небольших системах. Обычно в них 5-6 точек подключения. При такой организации водопровода от стояка отходит одна труба, она последовательно обходит все точки подключения. В случае с PPR-водопроводом все ответвления делают при помощи тройников, потому данный тип еще называют тройниковым.
Монтаж водопровода из полипропиленовых труб последовательным подключением потребителей
Плюс этой системы — необходимо небольшое количество труб, а минус — давление на каждом ответвлении падает. В результате, при одной-двух работающих точках разбора, третьей, находящейся дальше от стояка, давления может просто не хватить.
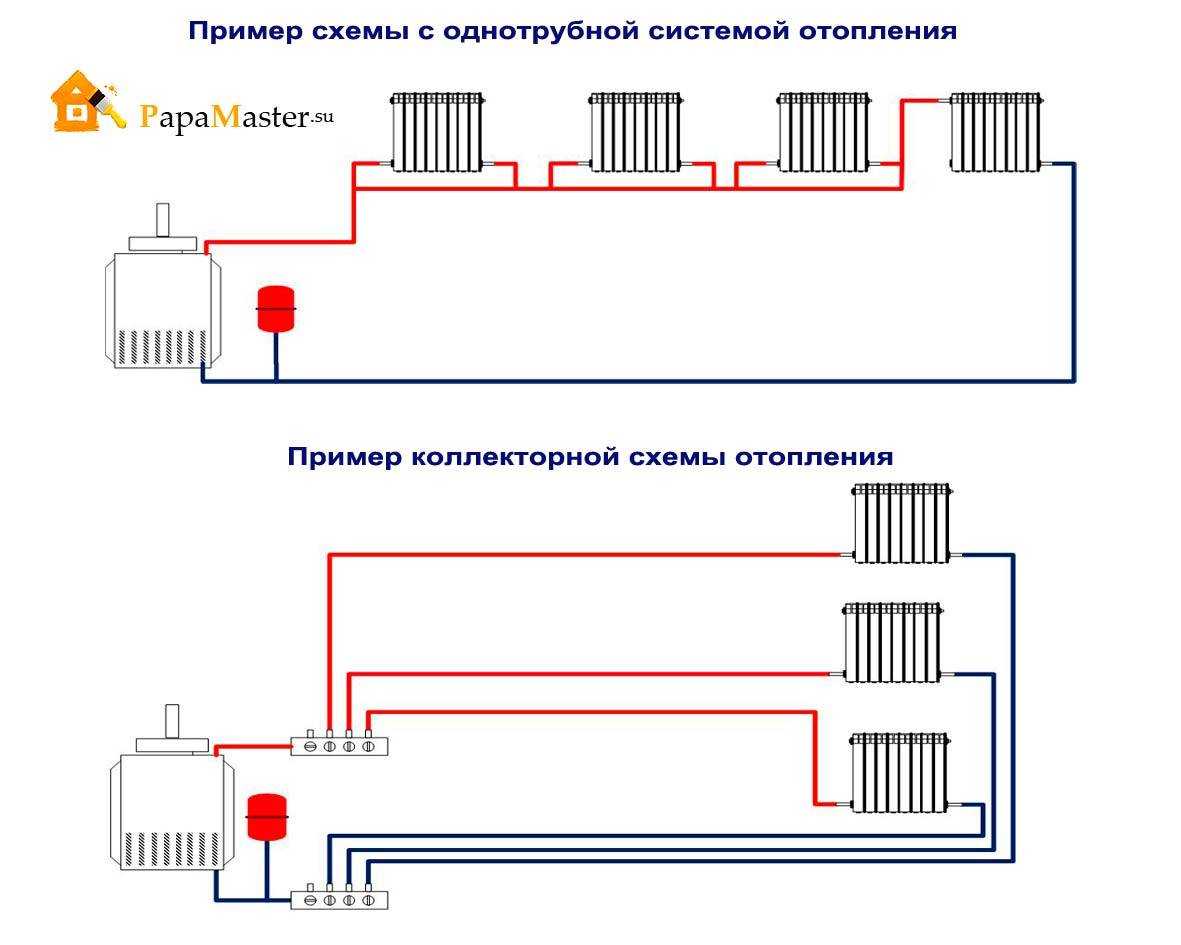
Параллельная (коллекторная) разводка
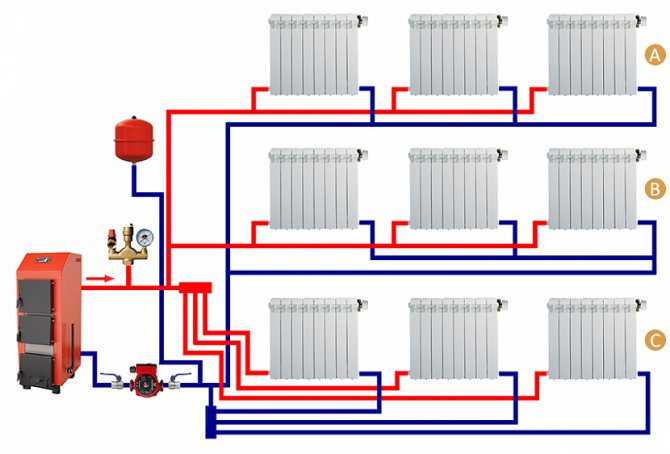
Параллельная схема подключения называется еще коллекторной. Это потому, что после отвода от стояка устанавливается специальное устройство — коллектор. Это элемент с одним входом и некоторым количеством выходов. Есть из полипропилена и металла. Для водопровода более подходящие (и более дешевые) коллекторы из полипропилена.
Схема подключения такова, что от каждого отводов тянется отдельная труба к каждому потребителю (иногда к небольшой группе потребителей).
Параллельная схема монтажа водопровода из ППР труб
Подводка с сантехнике и бытовой технике
В каждом из способов монтажа водопровода из полипропиленовых труб к конкретному потребителю подходит труба. Есть два способа подключения к системе: гибкая и жесткая подводка.
Жесткая подводка более надежна: PPR трубы и фитинги имеют высокую прочность. К тому же в этом случае имеется только одна резьба — на месте подсоединения потребителя. Но данный тип подводки требует высокой точности исполнения: погрешность может составлять всего несколько миллиметров. Этого при монтаже полипропиленового водопровода своими руками добиться сложно, потому чаще используют гибкую подводку. Только будьте внимательны, в некоторых случаях ее использование невозможно: подключать газовые котлы или газовые колонки, подводить воду к накопительным водонагревателям, водяным полотенцесушителям рекомендуют только с использованием жесткой подводки.
Варианты исполнения жесткой подводки
Мягкая подводка, наоборот, не требует высокой точности — погрешности нивелируются гибким шлангом в оплетке из нержавеющей стали или шлангом, который используют для подключения стиральной машины или посудомойки. Тубы выводят примерно в том районе, где устанавливается техника или подключается сантехника. Завершается она переходником на металл, к которому подключается шланг гибкой подводки (вторым своим концом он подключается к прибору).
К переходникам подсоединяются гибкие шланги
Этот вариант менее надежный, так как многое зависит от качества гибкой подводки. Также не самый приятный момент — наличие двух резьбовых соединения, а это — потенциальное место для появления течи.
Отопление в частном доме из полипропиленовых труб своими руками: особенности отдельных работ
Для соединения конструкции понадобится «паяльник». Этот аппарат можно взять в аренду вместе с набором насадок. Их вставляют в отверстия нагревательного элемента и включают электропитание. Детали из полимера нагревают, снимают с насадки и соединяют вместе без лишнего давления и нарушения геометрии. Все временные интервалы и другие параметры должны соответствовать рабочей инструкции.

Аппарат для сварки полипропиленовых труб
Далее приведены сведения по одному размеру трубы:
- Температура нагрева, °C – 260.
- Наружный диаметр, мм – 20.
- Время нагрева, с – от 4 до 5.
- Интервал от момента отделения изделия до присоединения к другой нагретой поверхности, с – от 3 до 4.
- Выдержка, в течение которой материал утратит пластичность, с – от 100 до 120.
Армирование полипропиленовых труб стекловолокном не создает дополнительных трудностей при соединении деталей. Их можно разрезать обычной ножовкой по дереву. Если имеется внутренний слой из алюминия, необходимо край делать очень ровным. Для этого применяют специальный инструмент.

С «паяльником» можно работать в сложных условиях
Подготовка к монтажу ПП труб
Чтобы осуществить монтаж ПП труб, важно тщательно изучить схему системы водоснабжения и обогрева, подготовить ряд инструментов и ознакомиться с пошаговой инструкцией. Все работы выполняются в несколько этапов
Все работы выполняются в несколько этапов.
Этап 1 составление проекта
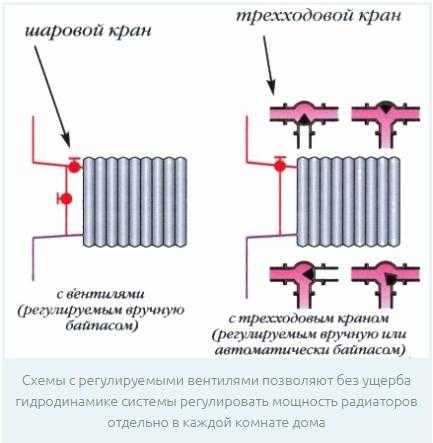
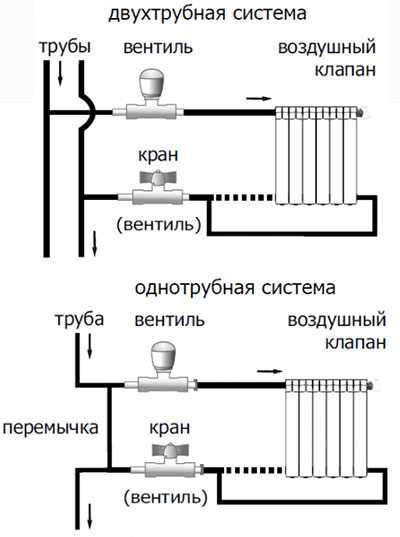
Перед закупкой материалов для монтажа труб своими руками нужно составить схему их подключения. Для связывания батарей с контуром отопления используют следующие методики:
- Проточная.
- Монтаж с нерегулируемым байпасом.
- Монтаж с вентилями.
- С трехходовым клапаном.

Еще домашний водопровод может отличаться схемой разводки. Сегодня используют две технологии монтажа полипропиленовых труб:
- Параллельная. Выполняется по такому принципу: на входе системы водоснабжения устанавливают коллектор, напоминающий флейту. С его помощью можно создавать ряд отводов в любом удобном направлении.
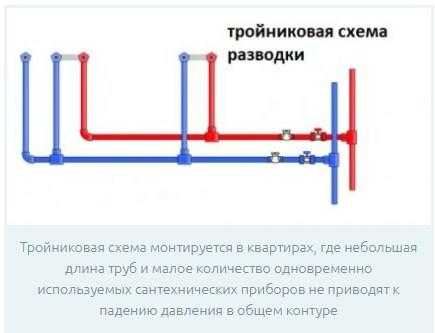
- Тройниковая (считается традиционным решением).
От каждого отвода протягивают отдельную трубу. Плюсом этой системы является одинаковый уровень давления во всех точках разбора жидкости, а минусом – необходимость использования большого количества труб. При этом, если один элемент будет поврежден, остальные детали будут работать без сбоев.

Последняя схема называется последовательной и заключается в прокладывании единой трубы для всей сантехники. Дальше от нее проделываются отводы посредством тройника.
Этап 2 подготовка инструментов
Работа с полипропиленовыми трубами предусматривает применение специального инструмента. Стоимость всех приспособлений будет варьироваться от 5 до 10 тыс. руб. Базовый набор состоит из:
- Сварочного оборудования или паяльника для работы с полипропиленом.
- Ножниц для нарезки труб.
- Шейвера для удаления покрытия из алюминия.
- Калибратора,с помощью которого можно будет следить за диаметром всех составляющих.
- Деталей для прогревания элементов спайки.
Кроме того, необходимо найти разводной ключ, рулетку и маркер. Если конструкции из ППР и монтаж трубопроводов внедряются один раз, лучше попросить инструментарий у друзей или взять их в аренду.
Этап 3 выбор полипропиленовых фитингов

Чтобы осуществить прокладку водопровода из полипропиленовых труб своими руками и совместить их с домашней сантехникой, следует приобрести специальные ПП-фитинги. Среди них:
- Переходники.
- Отводы ниппельного типа.
- Соединяющие муфты.
- Тройники.
- Заглушки.
- Крестовины.
- Шаровые краны.
- Хомуты.

Поскольку качество изготовления фитингов может отличаться, необходимо подбирать их с учетом особенностей трубы.
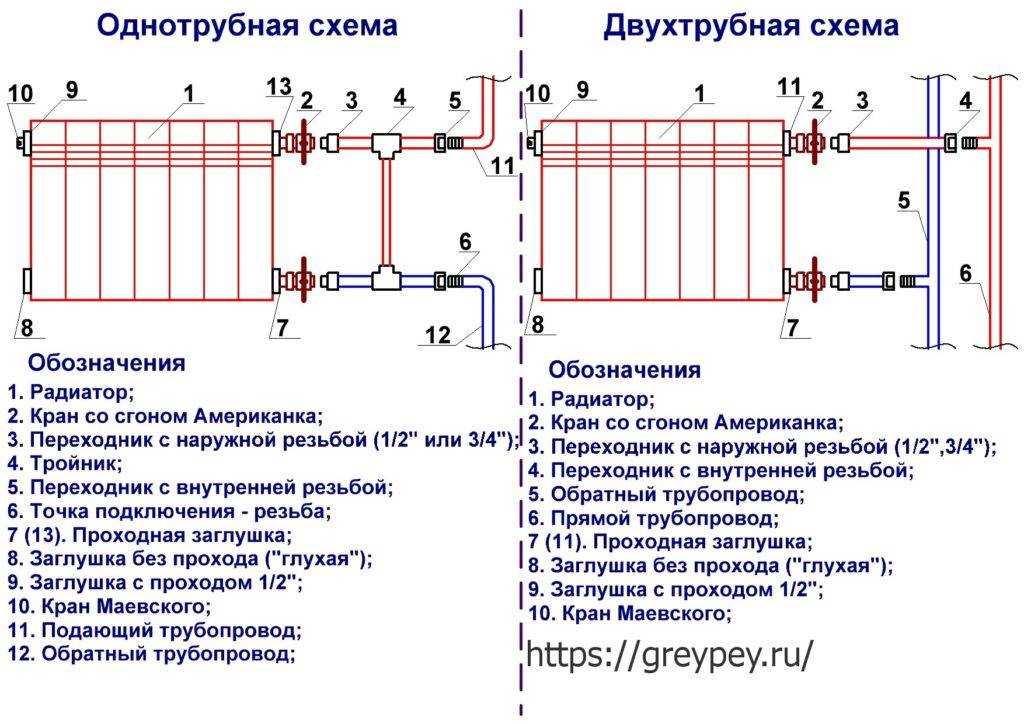
Этап 4 выбор схемы соединения
Для разводки водопровода в квартире полипропиленом, следует найти схему соединения. Специфика пайки может отличаться для труб разного диаметра. Одинаковые по толщине трубы соединяются встык, а разные – с помощью раструбного метода. Он подразумевает собой стык одной части трубы в расширенный фитинг.
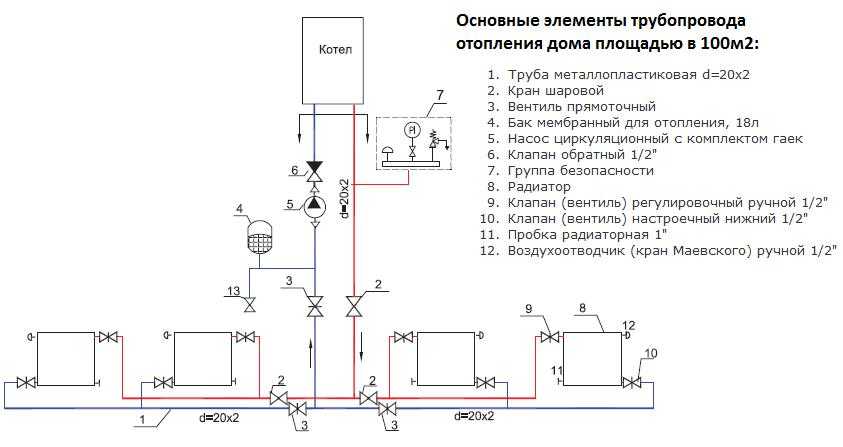
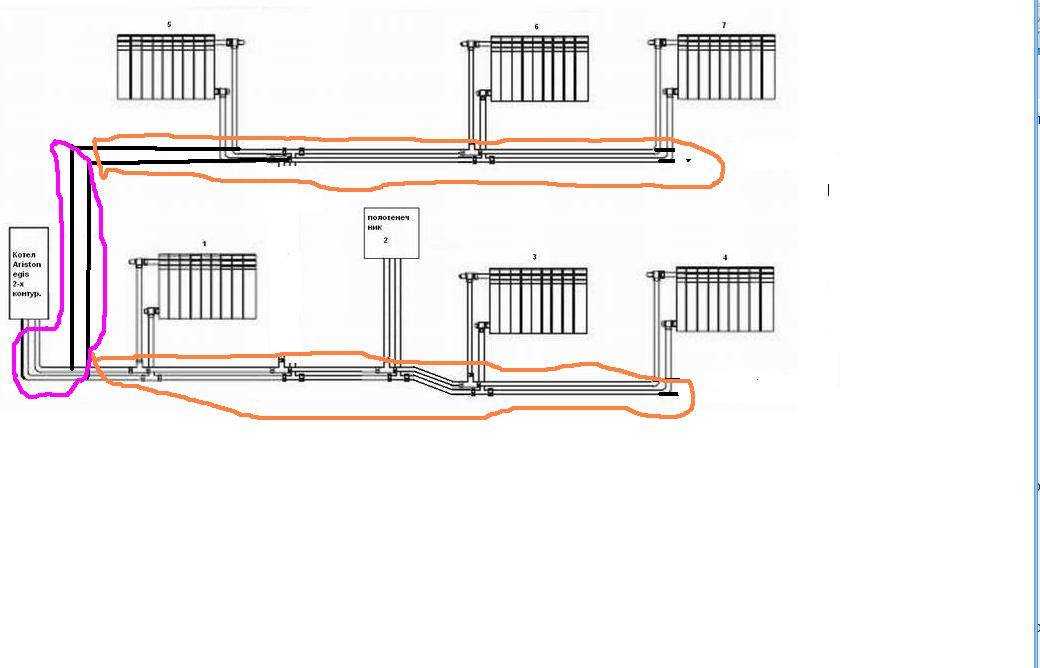
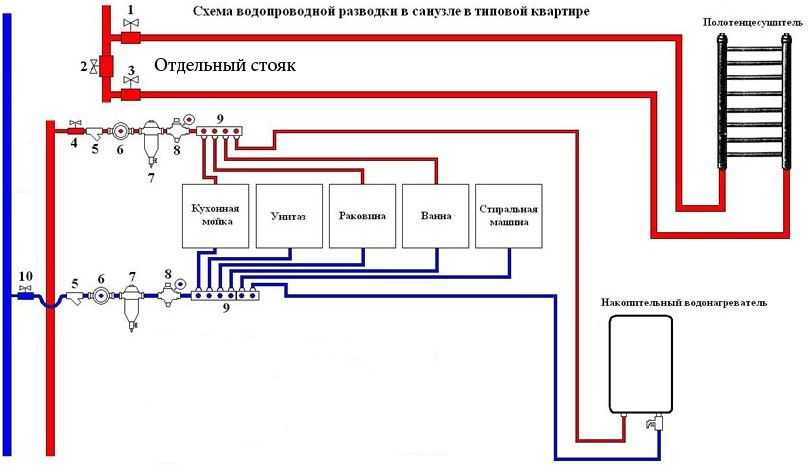 1. Верхний шаровой кран на полотенцесушитель. 2. Шаровой кран на перемычку. 3. Нижний шаровой кран на полотенцесушитель. 4. Основной кран на горячую воду. 5. Фильтр – “Грязевик” 6. Счётчик. 7. Фильтр тонкой очистки. 8. Редуктор давления. 9. Коллектор. 10. Основной кран на холодную воду.
1. Верхний шаровой кран на полотенцесушитель. 2. Шаровой кран на перемычку. 3. Нижний шаровой кран на полотенцесушитель. 4. Основной кран на горячую воду. 5. Фильтр – “Грязевик” 6. Счётчик. 7. Фильтр тонкой очистки. 8. Редуктор давления. 9. Коллектор. 10. Основной кран на холодную воду.
Соединение ПП изделий бывает разъемным или неразъемным. В первом случае к концам деталей припаиваются резьбовые фитинги. При неразъемном монтаже сливаются две конструкции из полипропилена.
Выбор
Моделей полипропиленовых труб много. Опишем то, что можно и нужно использовать.
Обязательное требование для системы отопления – выбираются только термостойкие трубы и соединительные элементы, способные выдерживать температуру не менее 80°C.
Они должны быть армированные; существует три вида:
- армированные фольгой ППВ трубы по внешнему диаметру;
- армированные фольгой ППВ трубы по внутреннему диаметру;
- ППВ трубы, армированные стекловолокном.

Самым лучшим вариантом считаются трубы, армированные стекловолокном; они качественно спаиваются и имеют низкий коэффициент расширения. Трубы, армированные у внешнего диаметра, на местах соединения перед спайкой надо зачищать от армированной фольги. Это лишние проблемы и вероятность деформации. Все перечисленные варианты должны выдерживать давление 6-7 атмосфер.
Таблица соответствия параметров труб
| Размер, мм | Наружный диаметр, мм | Толщина стенки, мм | Водоемкость, л/м |
|---|---|---|---|
| Трубы PN20 для систем отопления, рабочая температура 80°C, максимальная 90°C, давление 6 атм., отрезки 4 мм | |||
| 16*2,7 | 16 | 2,7 | 0,110 |
| 20*1,9 | 20 | 3,4 | 0,172 |
| 25*2,3 | 25 | 4,2 | 0,266 |
| 32*3,0 | 32 | 5,4 | 0,434 |
| 40*3,7 | 40 | 6,7 | 0,671 |
| 50*4,6 | 50 | 8,4 | 1,050 |
| 63*5,8 | 63 | 10,5 | 1,650 |
| 75*6,9 | 75 | 12,5 | 2,340 |
| 90*8,2 | 90 | 15,0 | 3,360 |
| 110*10,0 | 110 | 18,4 | 5,040 |
| Трубы PN20 Al для систем отопления, рабочая температура 80°C, максимальная 90°C, давление 6 атм., отрезки 4 мм | |||
| 16*2,7 | 17,8 | 2,7 | 0,088 |
| 20*1,9 | 21,8 | 3,4 | 0,137 |
| 25*2,3 | 26,9 | 4,2 | 0,216 |
| 32*3,0 | 33,9 | 5,4 | 0,353 |
| 40*3,7 | 41,9 | 6,7 | 0,556 |
| 50*4,6 | 51,9 | 8,4 | 0,866 |
| 63*5,8 | 64,9 | 10,5 | 1,385 |
| 75*6,9 | 76,9 | 12,5 | 1,963 |
| 90*8,2 | 92 | 15,0 | 2,827 |
| 110*10,0 | 112 | 18,4 | 4,208 |
Соединительные муфты, поворотные фитинги, вентили желательно использовать без металлических элементов. Соединения выполняют только сваркой, при этом в муфту вставляются оба конца – это самое надежное и долговечное соединение.

Регулирующая арматура: муфты и фитинги
Покупать рекомендуется трубы и все комплектующие элементы европейских производителей, к примеру, Германии, Чехии. Турецкое производство еще далеко от совершенства: неравномерный слой армирования и толщина стенок по внешнему и внутреннему диаметру.
Классификация и расчетные параметры
Существующими нормами ГОСТ (ISO10508) установлена классификация полипропиленовых рукавов, исходя из которой этот материал допустимо применять в определённых условиях эксплуатации.
Маркировка ПП труб чётко указывает эксплуатационные параметры
Принимая во внимание это обозначение, легко и просто подобрать материал под конкретную конфигурацию отопительной системы. Длинномерные полипропиленовые изделия делят на 4 класса (1,2, 4,5) по типовым областям применения и по значениям рабочего давления (4,6,8,10 АТИ):
Длинномерные полипропиленовые изделия делят на 4 класса (1,2, 4,5) по типовым областям применения и по значениям рабочего давления (4,6,8,10 АТИ):
- класс 1 (системы горячей воды до 60°);
- класс 2 (системы горячей воды до 70°С);
- класс 4 (напольный обогрев и радиаторные системы до 70°С);
- класс 5 (радиаторные системы до 90°С).
Например, требуются полипропиленовые трубы, чтобы сделать низкотемпературную систему отопления. Тогда по обозначению на внешней поверхности труб можно определить подходящий материал.



Для данного случая вполне подойдут рукава с обозначением – Class 4/10, что соответствует граничному температурному параметру 70ºС и допустимой границе рабочего давления – 10 АТИ.
Промышленность, как правило, производит изделия универсального назначения. Изготовленными продуктами поддерживается обширная классификация. В документации на такой материал маркировка ПП труб указывается стандартным перечислением допустимых параметров (Class 1/10, 2/10, 4/10, 5/8 bar).

Каждый фирменный продукт имеет на внешней поверхности обозначение класса применения, которым фактически определяются эксплуатационные параметры будущей конструкции домашнего отопления
Таким образом, рассчитывая сделать отопление в доме из полипропилена своими руками, главный материал обычно выбирается мастером в прямой зависимости:
- от запланированных эксплуатационных параметров;
- от способов нагрева теплоносителя;
- от применяемой системы регулирования.
Желательно также рассчитать срок эксплуатации будущей отопительной системы, применяя параметры:
- верхние значения Траб и Pраб;
- толщину стенки труб;
- наружный диаметр;
- коэффициент безопасности;
- продолжительность отопительного сезона.
В среднем, срок эксплуатации полипропилена должен составить не менее 40 лет.
Технические характеристики полипропиленовых труб для отопления
Аббревиатуру, с информацией о рабочих параметрах изделия, наносят на стенки труб. Базовая маркировка полипропилена (РР) соответствует международным стандартам:
- логотип фирмы производителя;
- буквенное обозначение и дополнение о модификации изделия (PP-random, PPRC, PPs);
- условное давление (PN25 МПа) рабочей среды;
- внешний диаметр и размер стенки изделия;
- класс эксплуатации;
- предельно допустимое рабочее давление в барах, которое опосредованно указывает на срок службы изделия;
- стандарт продукта.
Полипропиленовые трубы могут быть армированы стекловолокном или алюминием
Описание конструктивных особенностей, назначения и области применения продукта приводит производитель в техническом паспорте изделия. Таблица, в качестве примера, приводит данные о продукции производителя VALTEC (Италия):
| Класс | Место применения | Рабочее давление, бар | |
| Стекловолокно | Алюминий | ||
| 1 | Горячее водоснабжение, Т = 60°С | 13 | 14 |
| 2 | Горячее водоснабжение, Т = 70°С | 10 | 11 |
| 3 | Теплые полы, Т = 50°С | 14 | 18 |
| 4 | Теплые полы, Т = 70°С | 10 | 13 |
| 5 | Радиаторное отопление (с учетом типа армирования трубы: алюминиевая фольга Т = 90°С, стекловолоконная фибра Т = 90°С) | 6 | 9 |
Изделия с внутренней вставкой алюминиевой фольги применяют преимущественно для отопления. Армирование полипропиленовых труб стекловолокном также позволяет их использование в радиаторных контурах, теплых полах и горячем водоснабжении частных домов. Однако трубы с внутренним слоем из стекловолоконной фибры допускают незначительное удлинение линейных участков при нагреве и проницаемость кислорода.
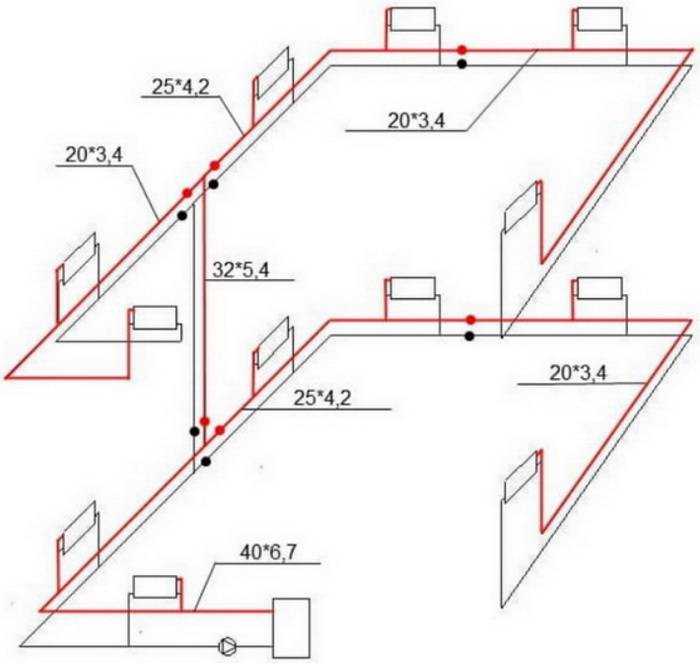
Технические характеристики армированных труб из полипропилена (производитель VALTEC):
| Физические свойства | Алюминиевая фольга | Стекловолоконная фибра | ||||
| Диаметр и толщина стенки трубы, мм | ||||||
| 25х4,2 | 32х5,4 | 40х6,7 | 25х3,5 | 32х4,4 | 40х5,5 | |
| Внутренний диаметр | 16,6 | 21,2 | 26,6 | 18 | 23,2 | 29 |
| Номинальное давление, PN, бар | 25 | 20 | ||||
| Масса погонного метра трубы, кг | 0,262 | 0,446 | 0,880 | 0,235 | 0,378 | 0,590 |
| Плотность PPR, г/см³ | 0,91 | 0,91 | ||||
| Наполнение трубы, литров в 1 пгм | 0,217 | 0,353 | 0,556 | 0,254 | 0,423 | 0,660 |
| Удельная теплоемкость при кДж/(кг*ºС) | 1,75 | 1,75 | ||||
| Предел усилия на разрыв, МПа | 35 | 35 | ||||
| Кислородопроницаемость, мг/м² в сутки | − | |||||
| Эквивалентная шероховатость внутренней поверхности, мм | 0,01 | 0,015 | ||||
| Линейное увеличение длины 1/ºС | 3,1х10-5 | 6,2х10-5 | ||||
| Коэффициент теплопроводности, Вт/(м*ºС) | 0,24 | 0,15 |
Фитинги и вентили для систем отопления из полипропилена выполняют из аналогичного материалу труб random сополимера. Элементы без резьбы предназначены для соединения в раструб, при котором труба вставляется в корпус фитинга. Внутренний диаметр соединительных деталей (уголков 90? и 45?, муфт, переходников, тройников, крестовин и кранов) соответствует наружному диаметру трубы. Линейное температурное расширение нивелируют готовые компенсаторные петли или сварные конструкции самостоятельного исполнения.
Фиксаторы (одиночные и блоки клипс), предназначены для крепежа прямых, горизонтальных или вертикальных участков трубопровода вдоль стен. Шаг установки крепежа (рекомендует производитель) зависит от размера трубы и качественных параметров теплоносителя. Хомуты из аналогичного сырья предназначены для крепления ПП труб большого диаметра. Крепление может быть жестким или плавающим, небольшой зазор обеспечит возможность свободного хода при тепловом расширении.
Строение армированной трубы: 1 — полипропилен; 2 — алюминиевая фольга; 3 — полипропилен; S — общая толщина трубы; S1* — толщина основной трубы; d — наружный диаметр; dy* — наружный диаметр основной трубы
Соединение со стальными трубами или арматурой получают при помощи комбинированных соединительных деталей. Разборные фитинги (американки) для перехода с металла на полимер выпускают с внутренней или внешней резьбой из гальванизированного металла с одной стороны, и пропиленовой вставкой с другой.
Комплект фасонных и соединительных деталей подбирается индивидуально для каждого помещения в доме. Количество и марки фитингов зависят от конфигурации системы отопления и вида отопительного оборудования.
Соединение полипропиленовой и стальной трубы: 1 — стальная труба; 2 и 3 — стальной фланец; 4 — буртовая втулка; 5 — прокладка; 6 и 7 — крепежные элементы; 8 — муфта
Ограничения в использовании
При всех своих достоинствах, трубы из полипропилена все же не идеальны – и это следует учитывать, особенно – планируя монтаж отопления из полипропиленовых труб. Это касается и выбора типа сырья-полимера, и технических характеристик.
Согласно стандартам, полипропилен для производства труб может быть нескольких марок – этот показатель должен быть указан на внешней стенке трубы.
Нормативная прочность зависит от температуры и давления, на которые рассчитан материал. Общее правило таково: чем выше рабочая температура – тем ниже давление, и наоборот.
Для выравнивания свойств труб от разных производителей в Европе введена единая градация видов полипропилена и областей применения труб из него (она же утверждена и ГОСТами в странах СНГ). Выглядит эта шкала следующим образом:
- PN 10 – тонкостенная труба, для холодного водоснабжения (до +20°С) и теплых полов (до 45° С), номинальное рабочее давление 1 МПа (10,2 кг/см/2);
- PN 16 — разводка холодного водоснабжения с повышенным давлением, подводка центрального отопления пониженного давления;
- PN 20 – труба для холодного и горячего водоснабжения (температура до +80°С), номинальное давление 2 МПа (20.4 кг/см2);
- PN 25 – для горячего водоснабжения и центрального отопления (до +95°С), номинальное давление 2,5 МПа (25,49 кг/см2), трехслойная с армированием алюминиевой фольгой.
Сравнительная новинка на рынке – труба PN 25 с армированием стекловолокном. Ее преимущество по сравнению с обычной PN 25 с алюминием – отсутствие необходимости зачистки стыков.

Полипропиленовыые трубы различных диаметров
В любых областях жизни, и строительство – не исключение, всегда есть соблазн сэкономить при покупке. При монтаже сантехнических и теплопроводящих систем это грозит впоследствии многократными расходами.
Разница в цене метра трубы, в зависимости от марки, может составлять разы. Однако, если в «холодную» трубу пустить жидкость с температурой, на которую та не рассчитана – можно впоследствии месяцами, а то – и годами оплачивать ремонт залитым соседям снизу.
В любом случае, перед тем, как запланировать монтаж системы отопления полипропиленовыми трубами, следует вспомнить о некоторой их специфической особенности (кроме труб PN25 с алюминием).
Полипропилен имеет достаточно высокий коэффициент линейного расширения – под воздействием высокой температуры труба вытягивается вдоль и увеличивается в диаметре.
Если водопровод рассчитан на холодную жидкость – этот эффект незаметен. Если температура энергоносителя – до 45 °С – тоже. Но при более высоких температурах, если отсутствует пространство для расширения — либо порвется сама труба, либо будет повреждена внешняя облицовка вследствие деформации материала
Об этом же эффекте следует помнить при прокладке трубопроводов вне помещений – в зимнее время труба может дать усадку, что приведет к ее разрыву или повреждению фитингов (смотрите на видео ниже на что что обратить внимание при выборе труб):
Для предотвращения вышеуказанных последствий существует надежный метод – создание компенсационных петель. Их можно выполнить своими руками – создав небольшие свободные от креплений П-образные участки трубопровода (их размер и периодичность указывает в спецификациях производитель труб).
Большинство фирм предлагает готовые петли в качестве фасонных изделий. Но сразу же встает вопрос возможных способов монтажа. В принципе, полипропиленовую трубу можно устанавливать всеми существующими способами:
- Открытая прокладка;
- Скрытая прокладка;
- Прокладка в коробах;
- Прокладка в шахтах;
- Бесканальная прокладка в грунте.
Однако, те трубопроводы, которые будут пропускать воду повышенной температуры (от 45 °С и выше), должны иметь возможность продольного смещения, устанавливаться на скользящих креплениях, либо в каналах и коробах, гарантирующих возможность подвижек.
Категории полипропиленовых труб
| Маркировка | Конструкционные особенности | Сфера применения | Максимальная рабочая температура, С | Номинальное давление, МПа |
| PN10 | Тонкостенная труба | Холодное водоснабжение | +20оС | 1Мпа (10,2 кг/см2) |
| Системы теплых полов | +45оС | 1Мпа (10,2 кг/см2) | ||
| PN20 | Универсальная труба | Горячее водоснабжение | +80оС | 2Мпа (20,4 кг/см2) |
| PN25 | Труба армированная алюминиевой фольгой | Горячее водоснабжение и центральное отопление полипропиленом | +95оС | 2,5Мпа (25,49 кг/см2) |
| PN16 (редкий вариант) | +60оС | 1,6Мпа (16,32 кг/см2) |
Цельные полипропиленовые трубы Трубы полипропиленовые для отопления диаметры внешние:
- PN10: 20, 25, 32, 40, 50, 63, 75, 90, 110 мм;
- PN20: 16, 20, 25, 32, 40, 50, 63, 75, 90, 110 мм:
- PN25: 20, 25, 32, 40, 50, 63, 75 мм.
Армированные полипропиленовые трубы для отопления PN25 имеют слой алюминиевой из фольги или стекловолокна.
Цветовая палитра полипропиленовых труб: белый и серые, зеленые и черные(защита от ультрафиолета).
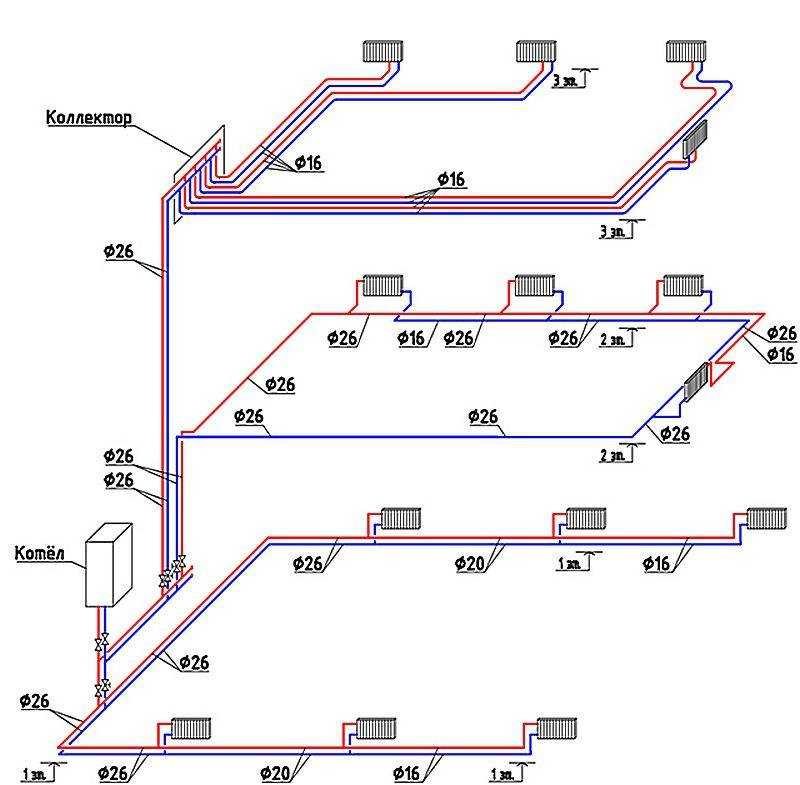
Разводка полипропиленовых труб
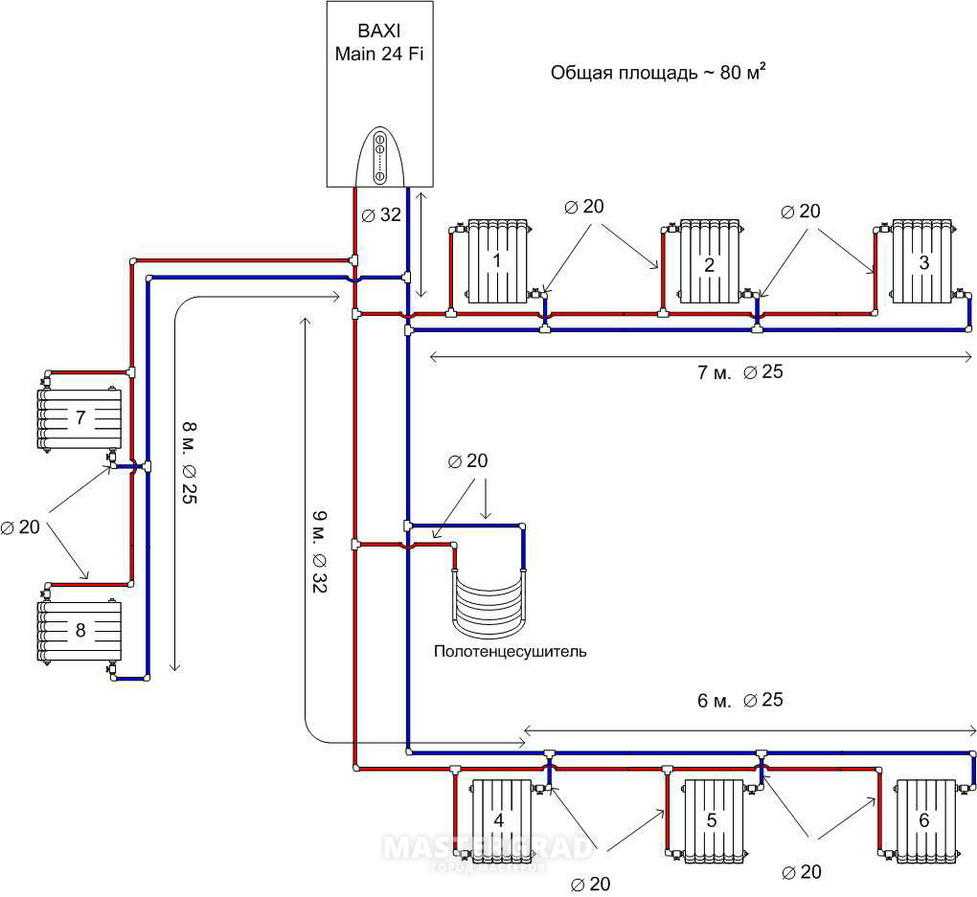
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Как сделать систему отопления в частном доме своими руками
Существует большое количество систем отопления. Каждая система имеет свои особенности и применяется для решения конкретных задач
При выборе стоит обратить внимание на следующие исходные данные:
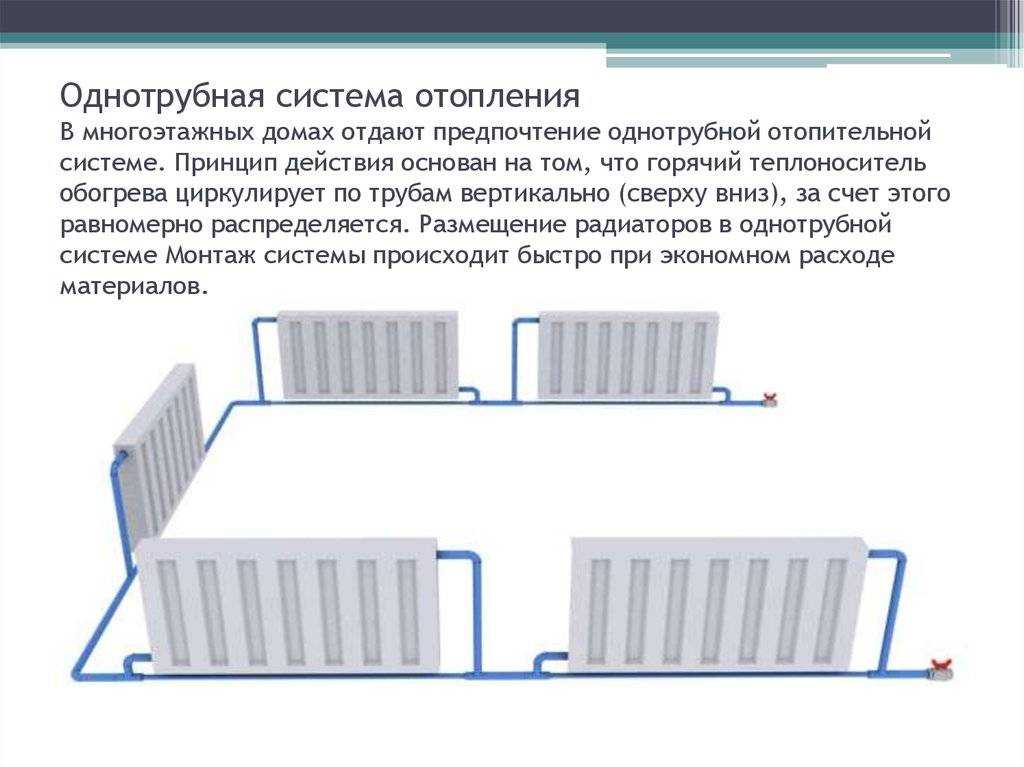
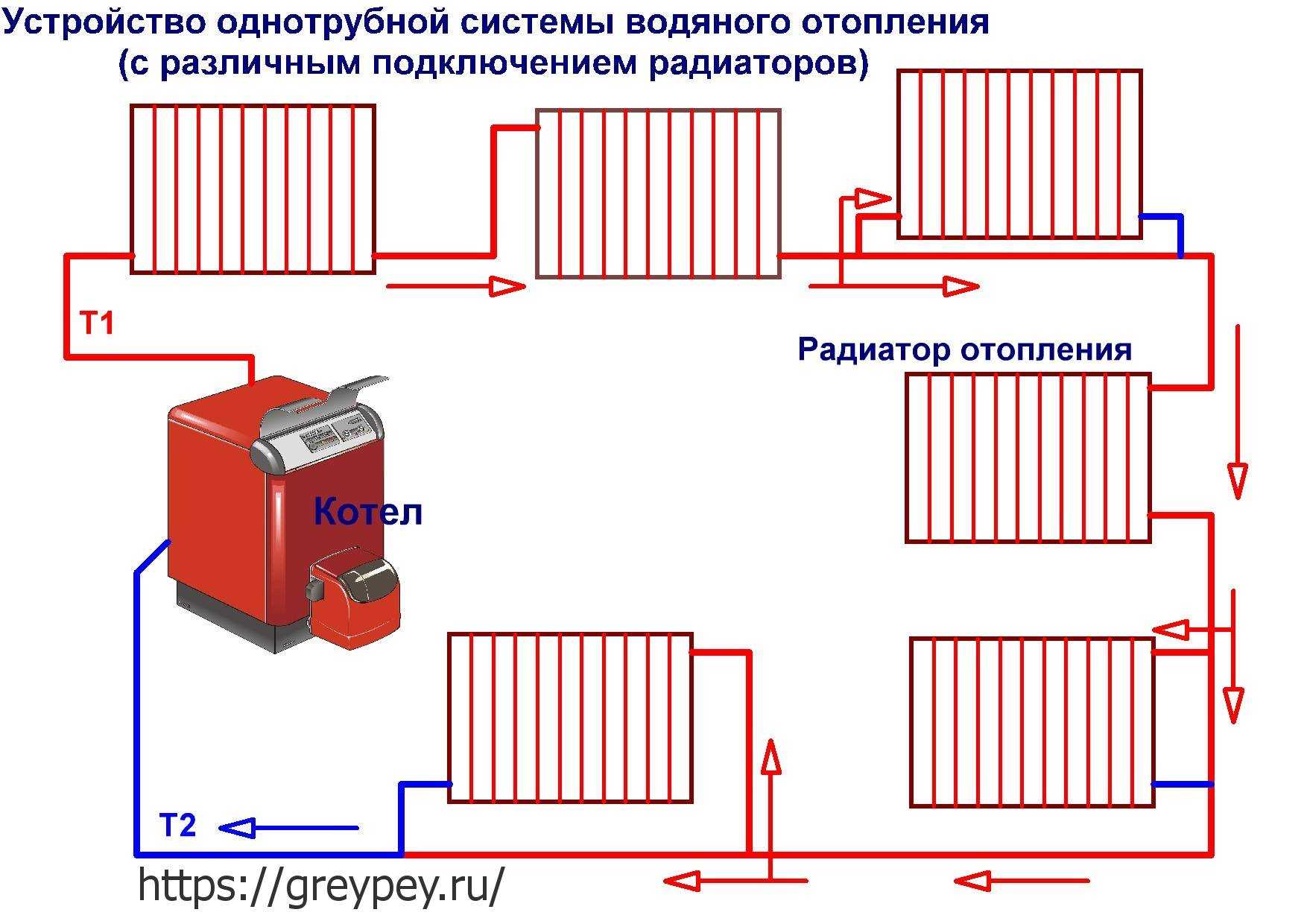
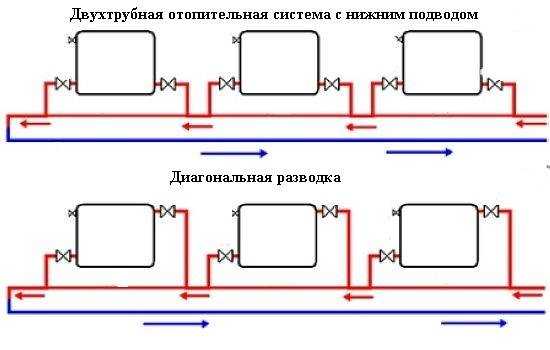
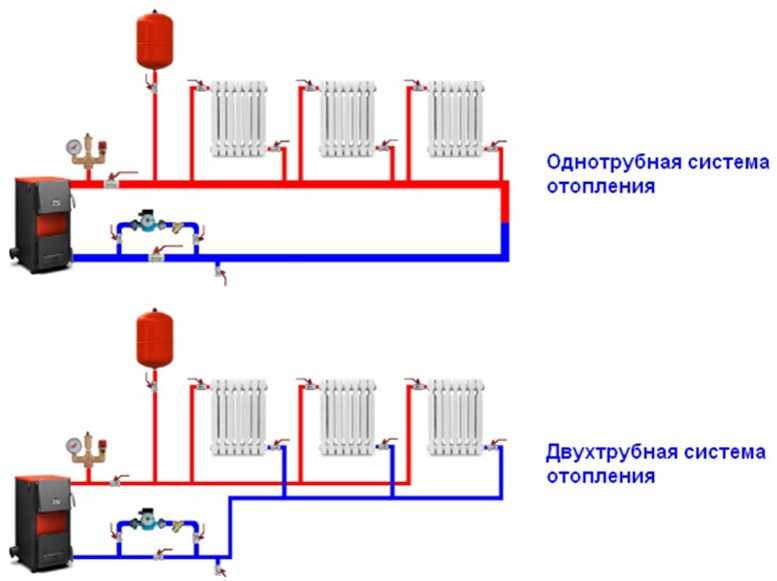
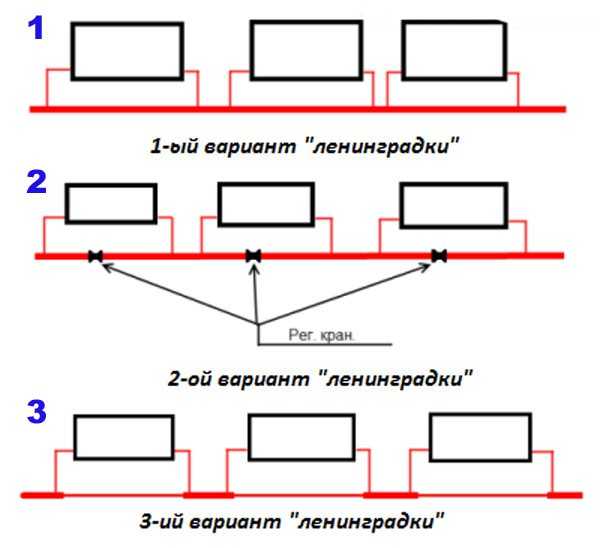
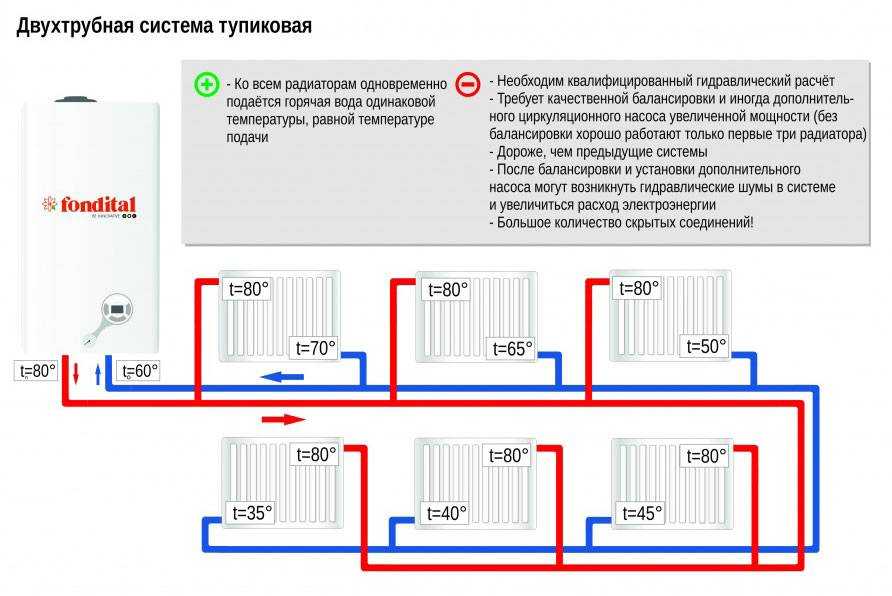
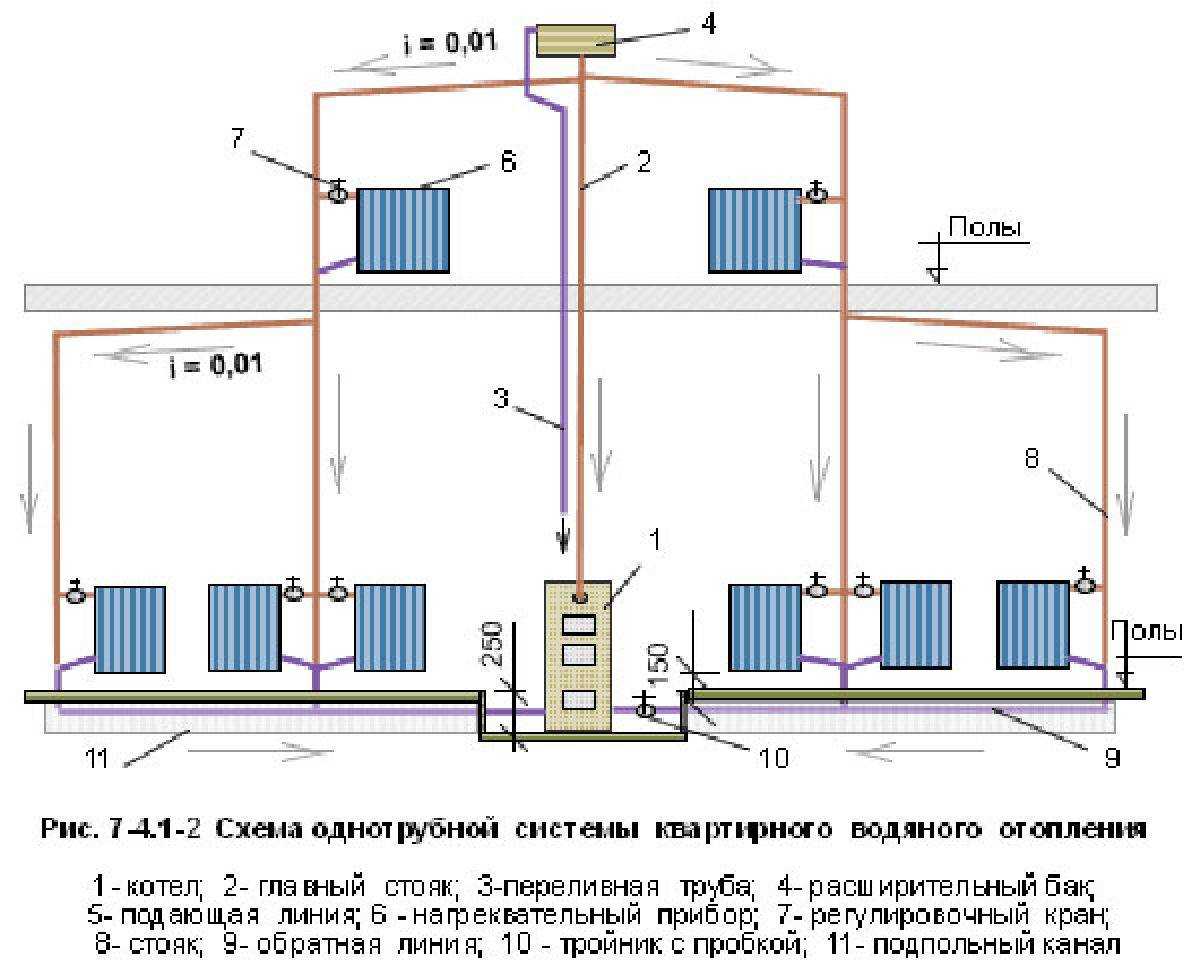
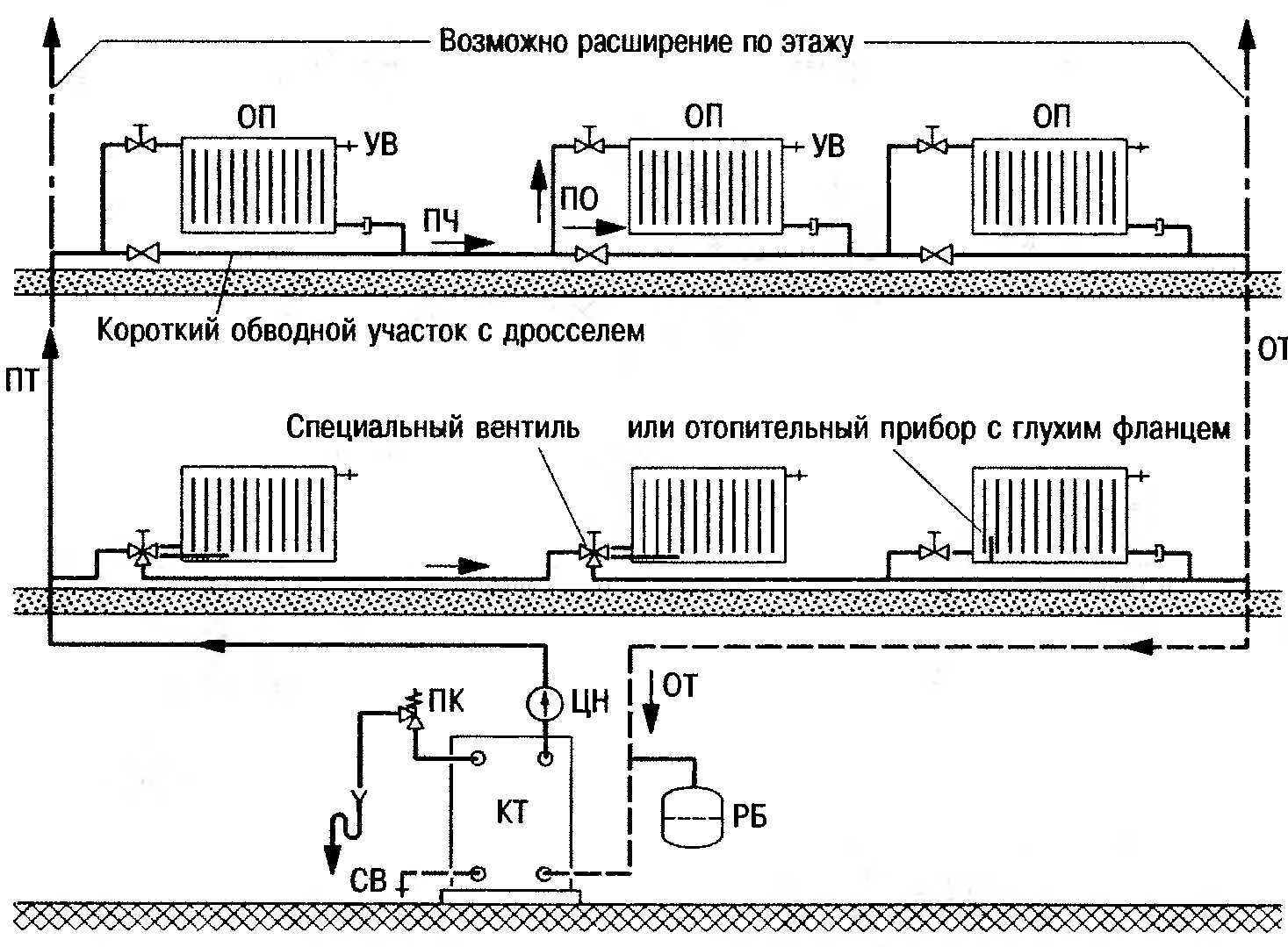
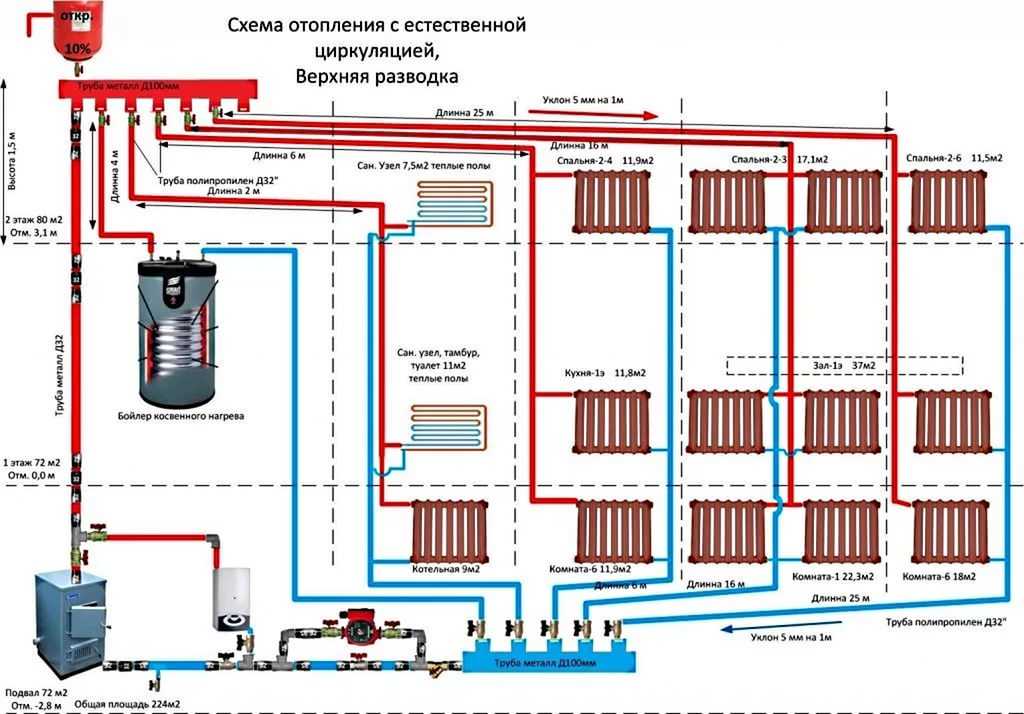
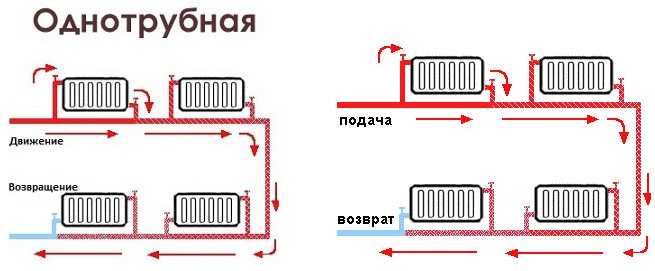
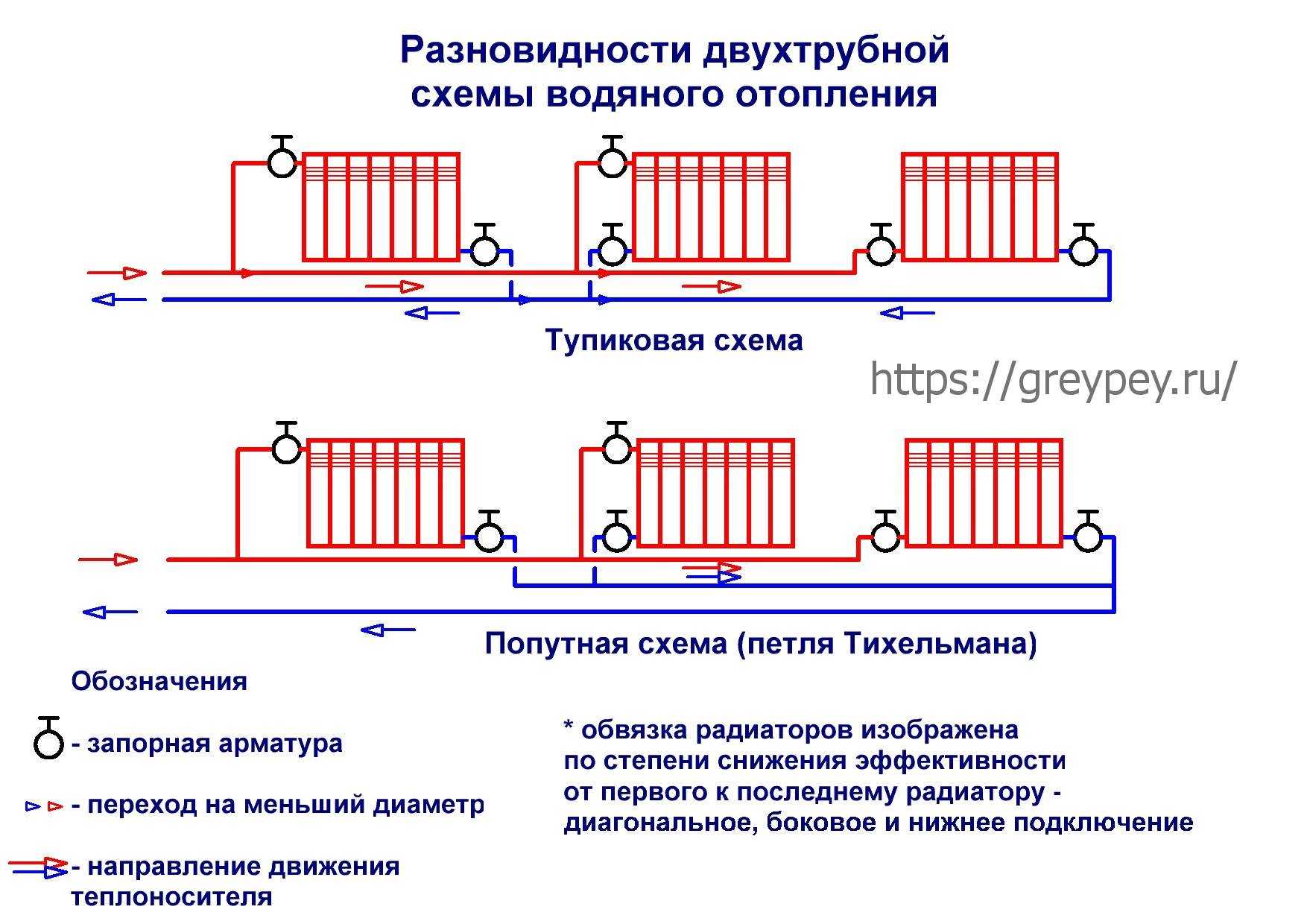
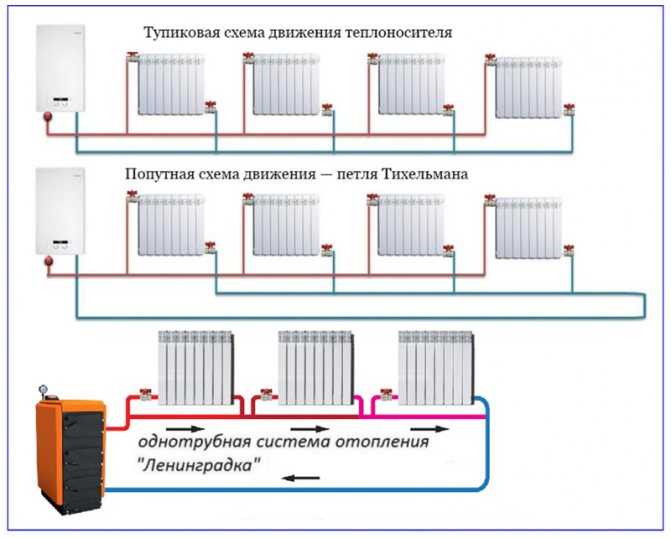
- Этажность и площадь дома. Для отопления нескольких этажей применяются сложные системы с расчётом гидродинамического сопротивления. Подойдёт распределительная система со стояком, «петля Тихельмана». Для одноэтажного здания простой планировки оптимальной будет однотрубная система «Ленинградка», простая система нижнего разлива.
- Планировка и эстетические соображения. Чтобы трубы не портили внешний вид стен и не мешали установке мебели, можно спроектировать декоративные экраны для верхнего разлива, спрятать в стены или стяжку пола нижний разлив. Трубы не должны проходить под дверями, не мешать при ходьбе. Тепло равномерно распределяется по всему отапливаемому помещению.
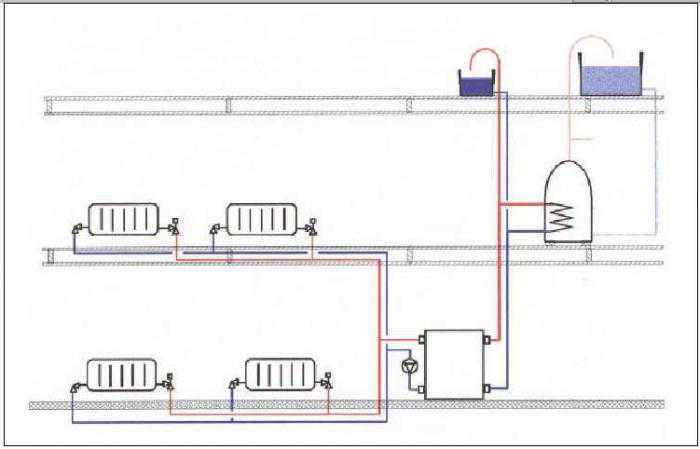
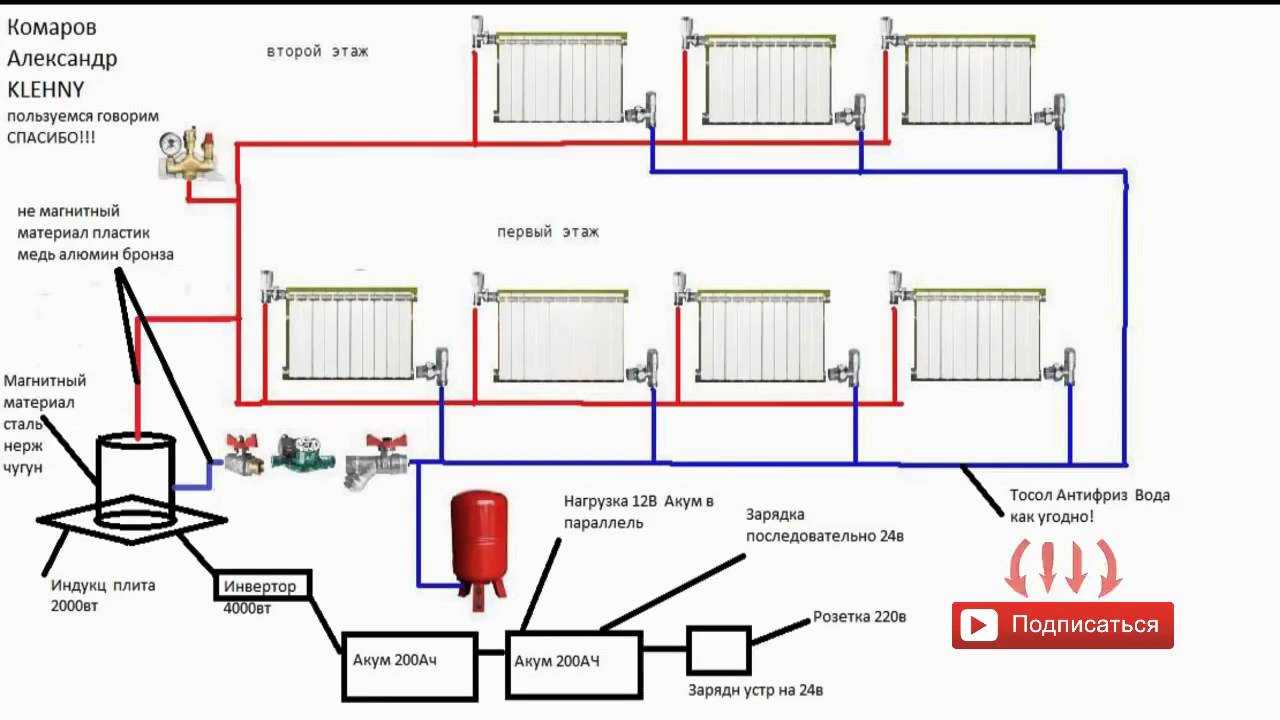
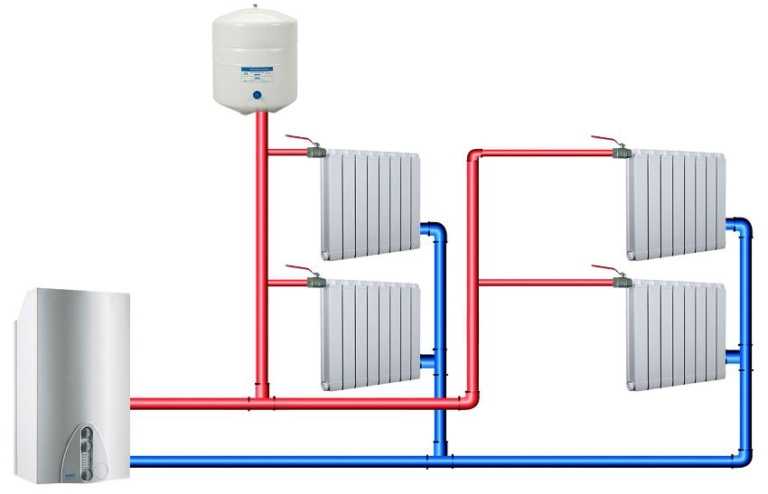
- Энергозависимость. Если в доме бывают частые и продолжительные отключения электричества, лучше спроектировать самотечную систему с открытым расширительным бачком. Если отключений электричества нет, применяют более эффективную закрытую систему с мембранным расширительным бачком и принудительной циркуляцией. Трубы могут быть меньшего диаметра.
- Мощность. Зависит от теплопотерь дома. Чем больше мощность системы, тем больше диаметр труб для облегчения циркуляции теплоносителя.
Инструменты для монтажа
Для сборки системы потребуется недорогой и доступный набор приспособлений.
Инструменты для работы с полипропиленом. Это паяльник, ножницы-труборез, ветошь, линейка, карандаш, обезжириватель. Для снятия алюминиевого армирования потребуется развёртка соответствующего диаметра.

Фото 2. Специальный паяльник для соединения труб из полипропилена. В приборе есть два отверстия разного диаметра.
- Набор сантехнических принадлежностей — рожковые и разводные ключи, фум-лента, клещи.
- Набор строительного инструмента: перфоратор, болгарка, пистолет для монтажной пены, миксер.
Этапы выполнения работ, схема отопительной конструкции
Сборка системы отопления ведётся последовательными логическими этапами.
Разметка установки котла и батарей. Радиаторы ставятся у входа и под окнами, чтобы создавать правильные конвекционные потоки в помещении. Котёл может устанавливаться в котельной, некоторые виды допускается ставить возле любой внешней стены.
Определение мест прохождения труб. Обязательно проектируем компенсационные петли — длина полипропиленовых труб при нагреве меняется.
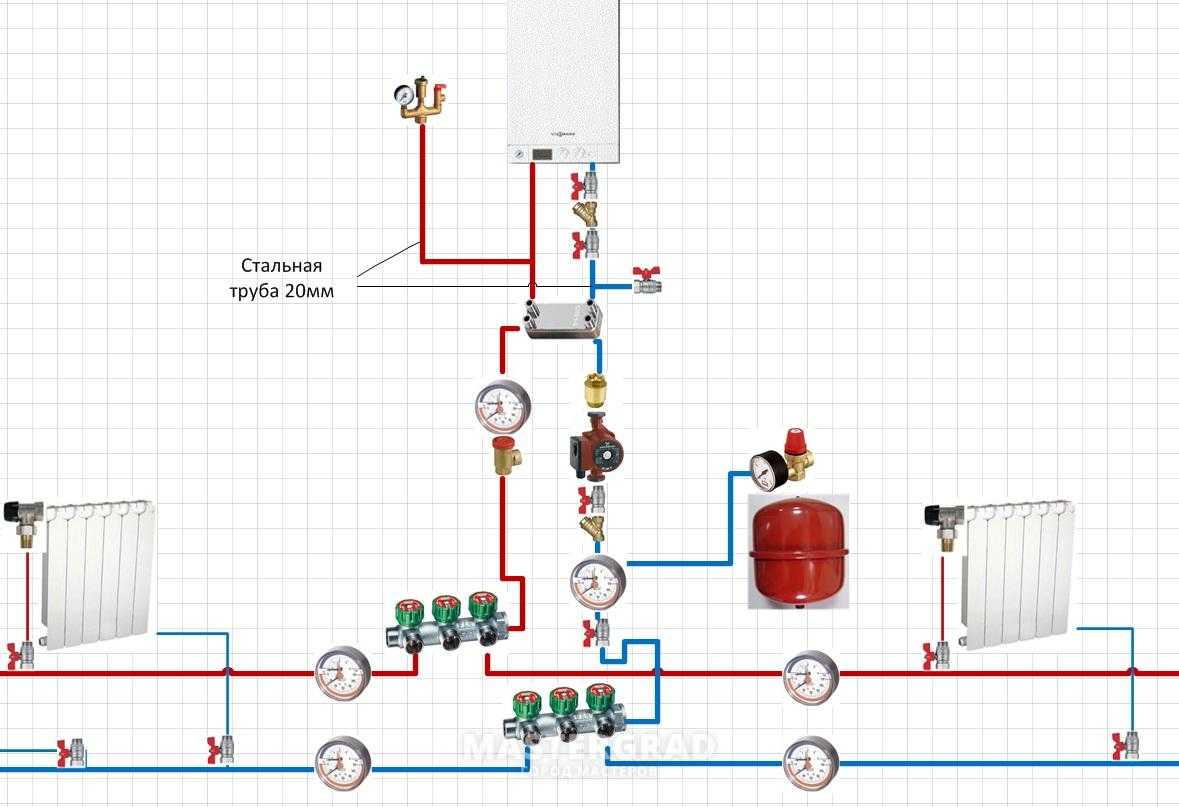
Навешивание котла и его обвязка. Если необходимо, подключаем к нему водопровод, газ. Обвязку твердотопливного котла лучше делать из металла. Газовый котёл подключают полипропиленовыми трубами с термостойкими характеристиками.
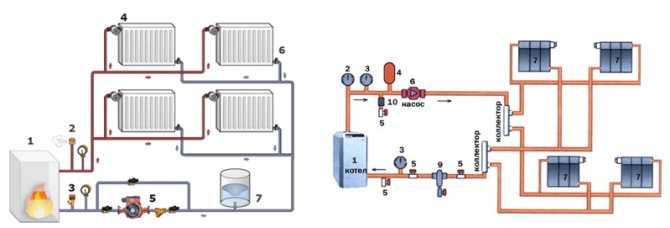
При коллекторной системе подключаем «гребёнку» — распределитель. Если система двухтрехплечевая, можно обойтись тройниками.
Устанавливаем расширительный бачок и группу безопасности. Объем расширительного бачка рассчитывается исходя из объёма воды в системе.
Фиксируем к полу или стене крепежи. Если система с гравитационной циркуляцией — соблюдаем уклоны.
Монтируем трубы, подключаем батареи.
После завершения монтажа, опрессовываем систему. Отключаем батареи, глушим все выходы пробками. Подаём воздух под давлением 8—10 атмосфер. Если выявились свищи — устраняем.
Подключаем батареи, котёл, расширительный бачок.
Заполняем систему водой, удаляем воздух из верхних точек.
Проводим пробный запуск
Обращаем внимание на трубы, стыки, места подключений. Выверяем равномерность нагрева батарей.
Заделываем трубы в стяжку, стену или декоративный короб.
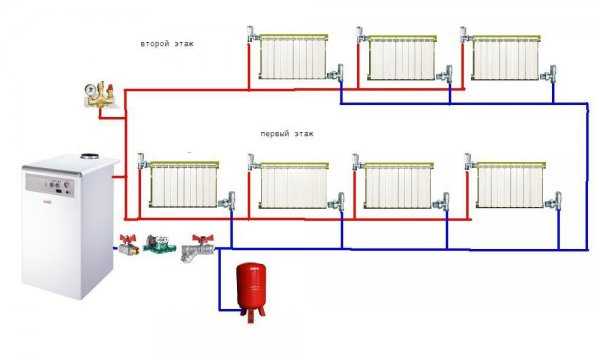
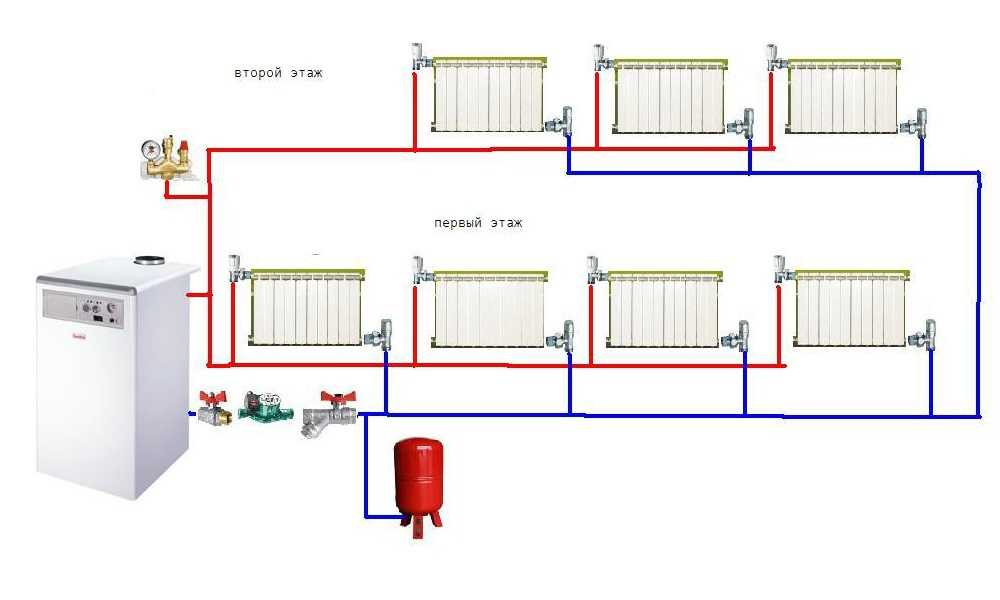
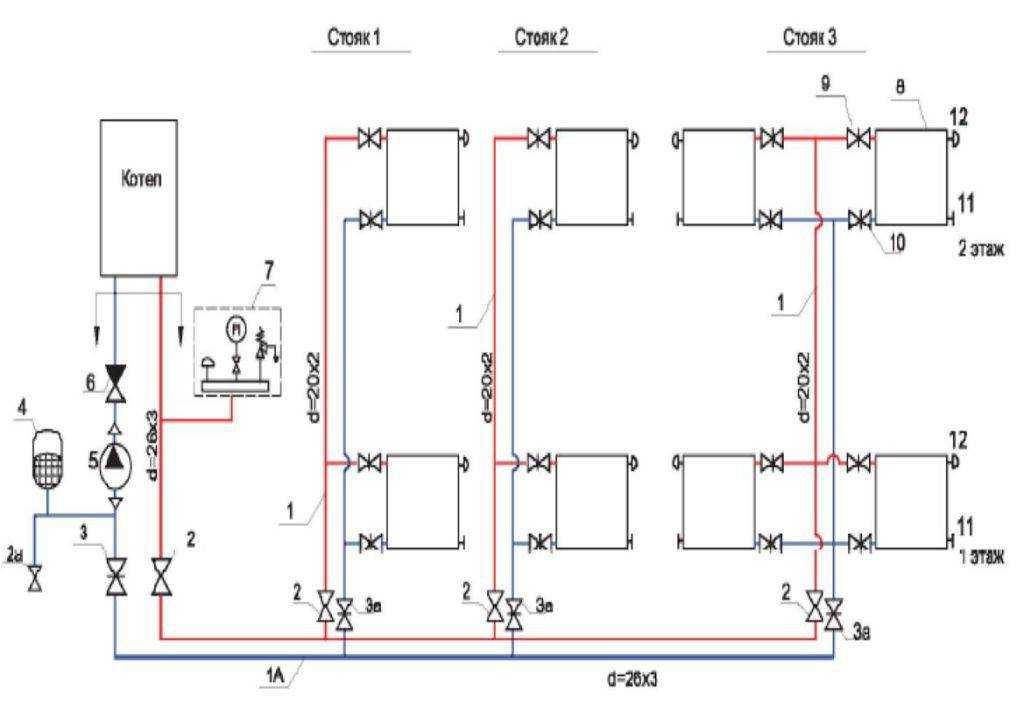
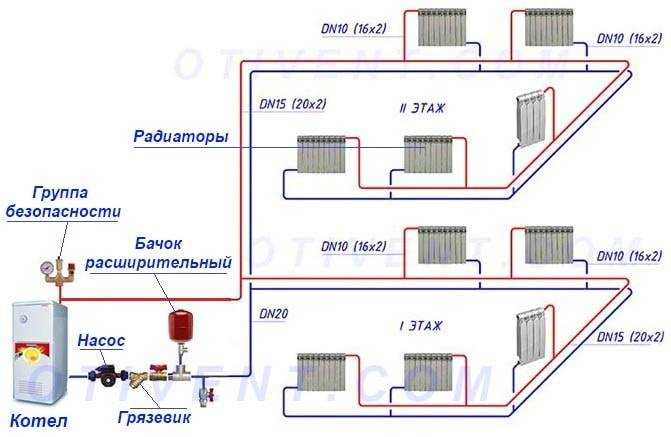
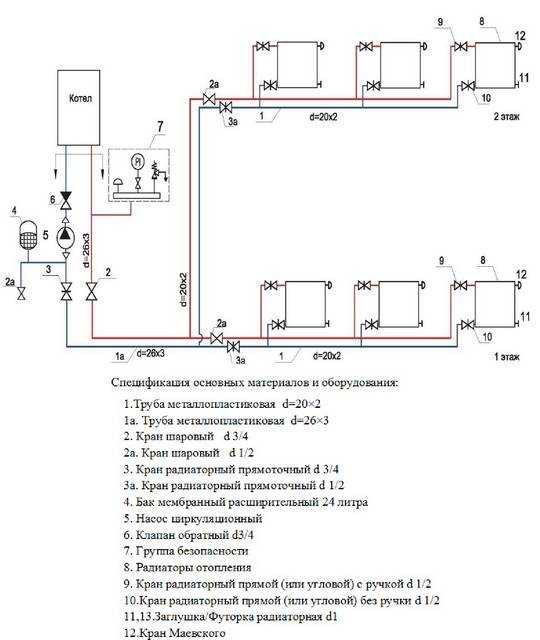
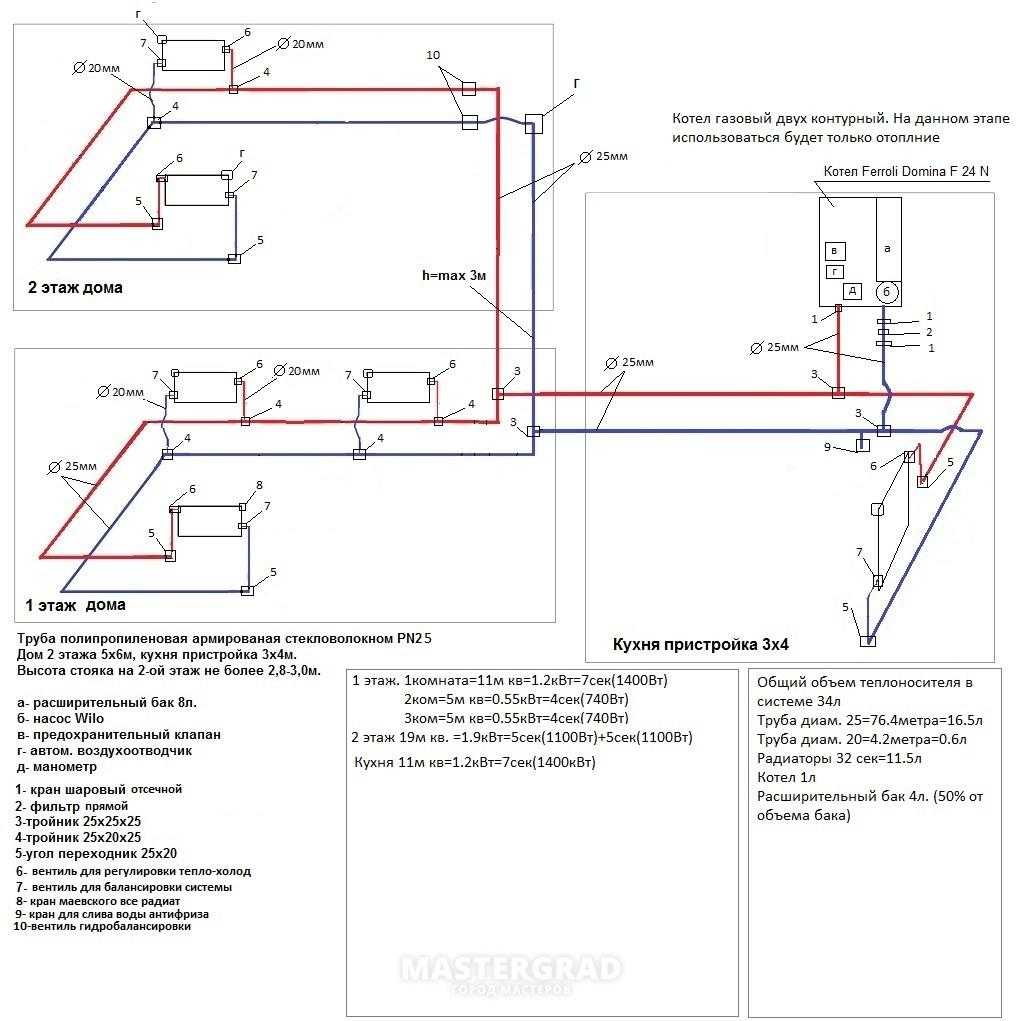
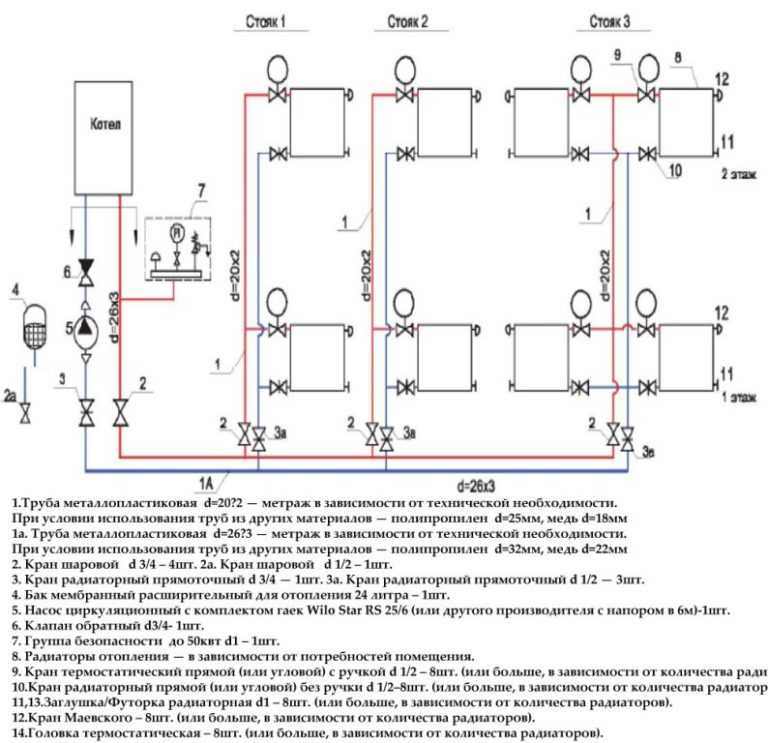
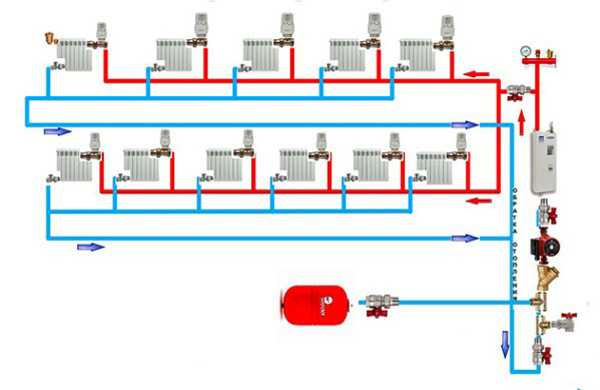
Фото 3. Схема отопительной системы двухэтажного дома с использованием полипропиленовых труб.
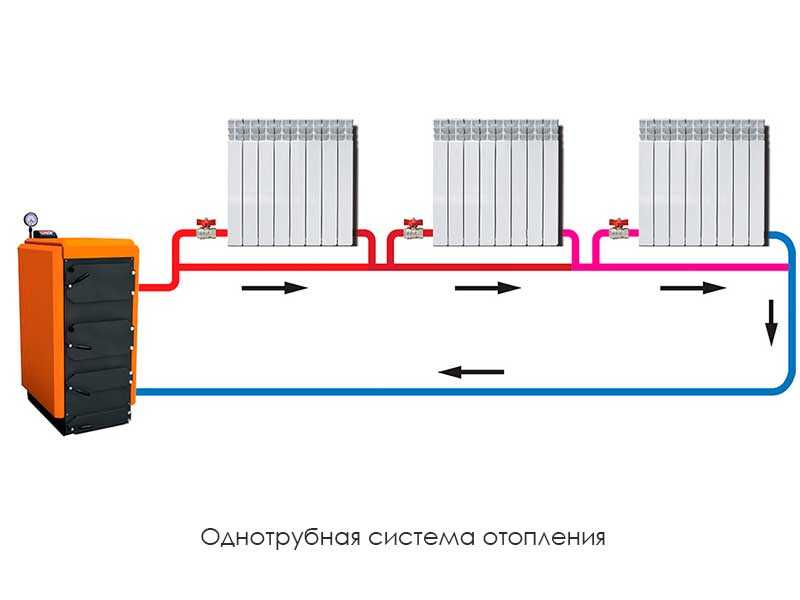
Справятся даже новички! Изготовление системы отопления в частном доме из полипропиленовых труб своими руками

Недорогой и технологичный вариант для отопления — пластиковые трубы.
Они долговечны, легко монтируются и недороги. Хорошо спаянная система из полипропилена способна служить 30–60 лет без ремонта, но есть факторы, значительно снижающие срок службы и надёжность.
Это избыточная температура, давление, длительное воздействие прямых солнечных лучей. Полипропиленовые трубы не стоит использовать при подключении твердотопливного котла, на паровых магистралях, при контакте с раскалённым металлом, в системах отопления многоквартирных высотных зданий.
Виды полипропиленовых труб

На всем протяжении изделия производитель делает маркировку. В ней указываются вид материала, номинальное давление, температура эксплуатации, диаметр, толщина стенки, защита от ультрафиолета.
В зависимости от материала стенки выделяются трубы:
- Монолитные. Служат для транспортировки жидкостей при невысоком давлении и температуре. Применяются для водопровода, в поливочных системах. Обозначаются как PPH, PPB. Номинальное давление PN15, PN 20.
- Рандомсополимерные. Применяются в водопроводах и при организации низкотемпературного отопления — тёплые полы. Обозначаются PPR. Номинальное давление PN20 — PN 25.
- Термостойкие армированные — PPS. Прочность таких труб выше металлопластика, применяются в системах отопления. Номинальное давление PN 25. Выдерживают температуру 95 °C, используются в любых системах отопления частных домов.
- Армированные. Стенки полипропиленовых труб могут выполняться как из монолитного полипропилена, так и усиливаться стекловолокном или алюминиевой фольгой. Армирование нужно для увеличения прочности, долговечности и снижения линейного расширения.
Важно! В системах отопления наиболее универсальны и широко используются композитные — армированные стекловолокном изделия.
Как спаять отопительную систему
Огромное преимущество полипропиленовых труб — лёгкость и технологичность стыковки. Соединение получается равномерным и монолитным. Каждый вид труб соединяется по собственной технологии
Торцевое соединение

Применяется для магистральных труб большого диаметра. Спаиваются при помощи нагретого воздуха и присадочного прутка. Процесс напоминает сварку металла электродом.
Неответственный стык можно получить и при небольших диаметрах, разогрев торцы до 270 °C и состыковав трубы. Этот метод не применяется, так как стык получается слабым, пористым, возможны утечки.
Электромуфтовое соединение
Применяется для высококачественного соединения трубопроводов высокого давления. Торцы соединений зачищаются, сжимаются обсадными хомутами. На стык устанавливается муфта с уже запаянными в ней электронагревателями. Хомуты ослабляются, надевается фиксирующая и центрующая струбцина. К контактам муфты подсоединяется постоянный электрический ток. Напряжение, сила тока и время нагрева указываются на муфте. После нагрева стык остывает, после чего он готов к использованию.
Раструбная пайка
Применяется при небольших диаметрах — до 62 мм. Для соединения потребуются фасонные элементы заводского изготовления: переходники, тройники, муфты, краны, фитинги, повороты.
Для пайки потребуется: паяльник с тефлоновыми насадками, ножницы-труборез, чистая ветошь, обезжириватель, линейка и карандаш.
Соединяемые трубы торцуем в необходимый размер при помощи пружинных ножниц. При замере оставляется запас 8-10 мм для стыка.

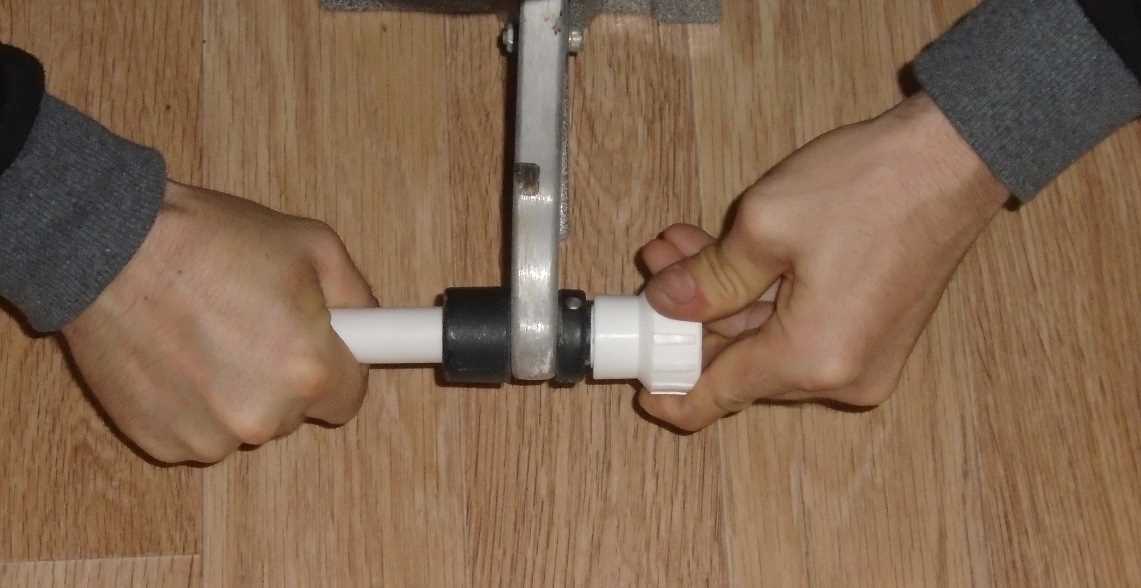
Фото 1. Процесс раструбной пайки полипропиленовых труб. Для этого применяется специальный паяльник.
Обезжириваем и очищаем торцы и посадочные места в фитинге. Грязь, жир и вода препятствуют сварке полипропилена, герметичного надёжного стыка не получится.
Отмечаем на торце трубы глубину посадочного места в фитинге. Несколько миллиметров оставляем для излишков пластика.
Если сваривается труба, армированная алюминиевой фольгой, применяем специальную «точилку», она равномерно срежет армирование, и стык получится надёжным.
Внимание! Поверхность свариваемого полипропилена должна быть чистой и сухой. Используем ветошь и обезжириватель. Обязательно удаляем воду в случае ремонта или переделок системы.
Нагреваем паяльник до температуры 260—280 °C. Насаживаем трубу и муфту не тефлоновые наконечники, держим 5—7 секунд. После нагрева соединяем стык, фиксируем на 10—15 секунд.
Сваривание полипропилена в монолит происходит во время нагревания. Поэтому корректировать положение, закручивать или дожимать не стоит — стык получится некачественным.

При перегреве внутри фитинга остатки пластика могут заузить или даже перекрыть фитинг.
Для излишков пластика в посадочном гнезде оставляется место 2—3 мм.
Поэтому этап разметки также важен.
Остывший стык можно сразу использовать.
Соединение набирает прочность при остывании.



Полипропилен для отопления
Полипропиленовые трубы используются для транспортировки жидкого теплоносителя от котла к теплообменникам-батареям. При проектировании системы отопления стоит обратить внимание на:
- Диаметр. Чем больше сечение, тем меньше гидродинамическое сопротивление и дальше можно подавать теплоноситель.
- Материал. Для «тёплого пола» достаточно применять сшитый полиэтилен, для монтажа батарейного отопления используют армированную стекловолокном трубу для горячей воды, для обвязки котла лучше использовать термостойкую трубу PPS. Обвязку твердотопливного котла делают из металла.
- Протяжённость прямых участков трубопровода. Полипропилен имеет недостаток — линейное расширение. При нагреве изменяется длина трубы. Поэтому не стоит жёстко фиксировать угловые соединения, а на длинных прямых участках проектировать компенсационные петли и изгибы.

Полипропилен применяется в любой системе отопления.
Он подойдёт как для батарейных систем, так и для тёплого пола.
Полипропилен не подойдёт для применения в системах с перегретым теплоносителем (выше 95 °C) или высоким давлением (выше 10 атмосфер).
Как сделать систему отопления в частном доме своими руками
Существует большое количество систем отопления. Каждая система имеет свои особенности и применяется для решения конкретных задач. При выборе стоит обратить внимание на следующие исходные данные:
- Этажность и площадь дома. Для отопления нескольких этажей применяются сложные системы с расчётом гидродинамического сопротивления. Подойдёт распределительная система со стояком, «петля Тихельмана». Для одноэтажного здания простой планировки оптимальной будет однотрубная система «Ленинградка», простая система нижнего разлива.
- Планировка и эстетические соображения. Чтобы трубы не портили внешний вид стен и не мешали установке мебели, можно спроектировать декоративные экраны для верхнего разлива, спрятать в стены или стяжку пола нижний разлив. Трубы не должны проходить под дверями, не мешать при ходьбе. Тепло равномерно распределяется по всему отапливаемому помещению.
- Энергозависимость. Если в доме бывают частые и продолжительные отключения электричества, лучше спроектировать самотечную систему с открытым расширительным бачком. Если отключений электричества нет, применяют более эффективную закрытую систему с мембранным расширительным бачком и принудительной циркуляцией. Трубы могут быть меньшего диаметра.
- Мощность. Зависит от теплопотерь дома. Чем больше мощность системы, тем больше диаметр труб для облегчения циркуляции теплоносителя.
Инструменты для монтажа
Для сборки системы потребуется недорогой и доступный набор приспособлений.
- Инструменты для работы с полипропиленом. Это паяльник, ножницы-труборез, ветошь, линейка, карандаш, обезжириватель. Для снятия алюминиевого армирования потребуется развёртка соответствующего диаметра.

Фото 2. Специальный паяльник для соединения труб из полипропилена. В приборе есть два отверстия разного диаметра.
- Набор сантехнических принадлежностей — рожковые и разводные ключи, фум-лента, клещи.
- Набор строительного инструмента: перфоратор, болгарка, пистолет для монтажной пены, миксер.
Этапы выполнения работ, схема отопительной конструкции
Сборка системы отопления ведётся последовательными логическими этапами.
- Разметка установки котла и батарей. Радиаторы ставятся у входа и под окнами, чтобы создавать правильные конвекционные потоки в помещении. Котёл может устанавливаться в котельной, некоторые виды допускается ставить возле любой внешней стены.
- Определение мест прохождения труб. Обязательно проектируем компенсационные петли — длина полипропиленовых труб при нагреве меняется.
- Навешивание котла и его обвязка. Если необходимо, подключаем к нему водопровод, газ. Обвязку твердотопливного котла лучше делать из металла. Газовый котёл подключают полипропиленовыми трубами с термостойкими характеристиками.
- При коллекторной системе подключаем «гребёнку» — распределитель. Если система двухтрехплечевая, можно обойтись тройниками.
- Устанавливаем расширительный бачок и группу безопасности. Объем расширительного бачка рассчитывается исходя из объёма воды в системе.
- Фиксируем к полу или стене крепежи. Если система с гравитационной циркуляцией — соблюдаем уклоны.
- Монтируем трубы, подключаем батареи.
- После завершения монтажа, опрессовываем систему. Отключаем батареи, глушим все выходы пробками. Подаём воздух под давлением 8—10 атмосфер. Если выявились свищи — устраняем.
- Подключаем батареи, котёл, расширительный бачок.
- Заполняем систему водой, удаляем воздух из верхних точек.
- Проводим пробный запуск. Обращаем внимание на трубы, стыки, места подключений. Выверяем равномерность нагрева батарей.
- Заделываем трубы в стяжку, стену или декоративный короб.

Фото 3. Схема отопительной системы двухэтажного дома с использованием полипропиленовых труб.
Полезное видео
Посмотрите видео, в котором рассказывается, как сделать двухтрубную систему отопления с использованием труб из полипропилена.
Не боги горшки обжигают
Благодаря простоте и доступности технологии спайки полипропиленовых труб систему отопления может собрать каждый. Стоимость оборудования и инструментов значительно ниже, чем услуги специалиста.
Желающим собрать отопление в доме своими руками важно твёрдо знать теорию, нарисовать схему отопления и проконсультироваться с теплотехниками. Соблюдая порядок выполнения работ, и используя только надёжные материалы известных производителей, можно собрать долговечную и эффективную систему.
Пайка полипропиленовых труб для водопровода и отопления своими руками

В процессе сварки ППР-труб нет ничего сложного, поэтому данная технология приобрела широкое распространение. Минимальный набор оборудования и инструмента, а также чуть-чуть знаний и пайку водопровода может выполнить любой домашний мастер.
Тем не менее, многие новички и даже «мастера» зачастую нарушают технологию соединения полипропиленовых труб, хотя по большому счёту ошибиться там негде. Поэтому предлагаю ознакомиться с базовой информацией и нехитрыми советами.
Инструмент для спаивания
Паяльник, он же «утюг», более официальное название — «аппарат для сварки полипропиленовых труб и фитингов«. Это основной и незаменимый инструмент в контексте сегодняшней темы. Представляет собой нагревательный элемент с насадками под различные диаметры труб, насадки имеют антипригарное покрытие. Насадка состоит из двух половин — одна нагревает непосредственно трубу (труба входит в насадку), а другая нагревает фитинг с внутренней стороны. Таким образом, для каждого сварного шва необходим тот или иной фитинг, сразу между собой трубы не спаиваются!

Безусловно существует технология сварки пластиковых труб без посредников в виде фитингов, но это более специализированная технология. Применяется в основном для больших диаметров труб в промышленных масштабах.
Зачистка для труб — применяется для подготовки к пайке армированной алюминием трубы. Снимает поверхностный слой алюминиевой фольги — подобные трубы уже редкость, в основном приходится иметь с ними дело во время подпайки к старым коммуникациям. При крайней необходимости этот инструмент можно заменить острым ножом, аккуратно срезав фольгу вокруг места пайки.

При работе этим инструментом можно немного изменять толщину снимаемого слоя, регулируя лезвия в очень небольших пределах.
 Такой способ зачистки стоит рассматривать как экстренный — очень неудобный и долгий. К тому же не такой качественный, как от заводского инструмента.
Такой способ зачистки стоит рассматривать как экстренный — очень неудобный и долгий. К тому же не такой качественный, как от заводского инструмента.
Торцеватель для труб — очень похож на предыдущее приспособление, однако не снимает верхний слой с трубы. Инструмент режет трубу с торца, срезая несколько миллиметров алюминия в толще трубы. Трубы с подобным армированием широко распространены под псевдонимом «ленивки» — якобы для них не требуется зачистка. Действительно, зачистка не нужна, нужно торцевание, чтобы алюминий не контактировал с водой. Стоит заметить, что данное приспособление обычно подходит только к трубам одного производителя — качественно торцевать разные трубы вряд-ли получится. При спаивании труб диаметром 20-25 мм. можно обойтись без этого инструмента, главное стоит проследить, чтобы алюминий на торцах запаивался слоем полипропилена.

Если же в монтаже используются трубы без армирования или с армированием стекловолокном — зачистки и торцеватели не требуются.
Ножницы для труб — безусловно нужный инструмент. При острой необходимости можно обойтись без них, разрезая трубу ножовкой по металлу или (вообще худой конец) болгаркой. Однако это скорее экстремальные варианты, ножницы нужны!

Карандаш и рулетка — также необходимые инструменты.
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус несколько градусов — не нужно делать температуру больше положенного!
Некоторые «ухари», для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и пережигается), часто происходят случаи запаивания внутреннего прохода трубы.

Так называемая «жопка» на жаргоне сантехников — запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически низкого напора воды или плохому нагреву отопительных приборов. Появляются «жопки» в результате превышения температуры и времени пайки — выставил высокую температуру на паяльнике или слишком долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы — нормальная температура пайки и качественный полипропилен заставляют немного напрягаться!
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение «пейзаж» или измените масштаб браузера. Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить простую истину — пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется «ощущение» материала, чувство недогретого или перегретого паяльника. Только тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм. 6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю, что пауза сильно зависит от конкретного материала — полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.
Процесс спаивания ПП-труб
После включения паяльника, ему необходимо дать прогреться минут 10. Если на насадках имеются загрязнения — их удаляют на горячем паяльнике не синтечической тканью или бумагой. Удалять грязь металлическими предметами не рекомендуется — испортится антипригарное покрытие.
Практически все руководства, в том числе от производителя, указывают на необходимость отмечать на трубе глубину захода в раструб фитинга. Не могу советовать подобного исходя из собственного опыта: даже слегка перегретые детали не позволяют задвинуть трубу глубже положенного более чем на 1 миллиметр. Поэтому подобная разметка может пригодиться только для точного отрезания трубы нужной длинны, но никак не для правильной ее ориентации в раструбе.
Размер захода трубы в раструб фитинга зависит от конкретного ассортимента и обычно составляет 15 мм. для трубы D20 и 20 мм. для следующих диаметров. Этот размер лучше всего померить рулеткой на конкретной детали — раструб в фитинге имеет четко выраженные границы.
Непосредственно перед сваркой трубу и внутреннюю часть фитинга протирают чистой, сухой тканью — спаиваемые поверхности должны быть чистыми. Конечно не стоит гнаться за стерильностью — нет необходимости протирать пластик спиртом, как некоторые советуют.
Труба и фитинг одновременно насаживаются на противоположные стороны разогретой насадки и выдерживается требуемое время нагрева. Во время прогрева полипропилена не нужно вращать трубу и фитинг, для более быстрого одевания на насадку! Если фитинг тяжело налезает на насадку — напрягать грудные мышцы.
Некоторые насадки устроены так, что при пайке фитинг очень тяжело налезает и полностью надевается на насадку по прошествии 3-5 секунд. Когда отсчитывать нужное время нагрева? Первым делом следует обратиться к тому же документу ТР 125-02:
Для начального опыта такое руководство вполне подходит. Скажу лишь, что с опытом приходит понимание: с «тугими» насадками и стандартным временем прогревания происходит излишнее оплавление.


Сняв трубу и фитинг с насадки, их как можно быстее соединяют и держат несколько секунд в неподвижном состоянии (время сварки в таблице). Объективно — после снятия с насадки паяльника, есть 1-3 секунды на соединение. Даже после прошествии времени сварки нужно позаботиться о том, чтобы на соединяемые детали не действовали никакие посторонние силы в течение нескольких минут. Даже вес самой напаянной трубы может деформировать место пайки.
Во время сварки нельзя вращать трубу в фитинге, нужно соединять их в заведомо правильном положении. Для собственного ориентирования, спаиваемые трубу и фитинг можно пометить чёрточкой — тогда во время пайки больше вероятности соединить детали ровно. Тем не менее не стоит безоговорочно ориентироваться на чёрточки, нужно видеть картину в целом. Безусловно, в процессе соединения есть время на корректировку — не более секунды, когда можно выровнять небольшие огрехи спайки.

У хорошо пропаянных деталей должна образоваться каёмка (буртик) вокруг трубы в месте сопряжения с фитингом. Если заглянуть внутрь фитинга, то край трубы также будет иметь немного оплавленные края.



Некоторые сантехники дуют в трубу после сварки, чтобы убедиться, что труба не запаялась. По своему опыту могу сказать, что если соблюдена температура пайки и время нагрева — такого никогда не происходит. Хотя теоретически может попасться очень некачественный полипропилен от безымянного производителя.
Базовые навыки по монтажу полипропиленовых труб
Перед непосредственным монтажом необходимо распланировать расположение труб и последовательность сварки конкретных швов. Здесь имеется в виду не проектирование и подсчет тех или иных деталей — это само собой разумеется. Речь идет именно о последовательности добавления фитингов и труб в систему — для аккуратнго выполнения работ это очень важно!
Дело в том, что для подпайки деталей или узлов к установленным трубам требуется выполнение важного условия. Если начать спаивать все детали водопровода, не задумываясь об этом нюансе, то в один прекрасный момент появится ситуация, когда дальнейший монтаж будет физически невозможен.
Условие это: для сварки необходим минимальный ход хотя-бы одной из спаиваемых деталей (трубы или фитинга)! Другими словами, спаиваемые детали должны позволять отодвинуть их друг от друга на минимальное расстояние для ввода паяльника, а затем без препятствий состыковать их друг с другом.
Минимальное расстояние, на которое должны отходить друг от друга труба и фитинг составляет около 7 сантиметров (зависит от паяльника и насадок). Помимо прочего, ход трубы или фитинга должен позволить вставить трубу в фитинг на 1,5-2 сантиметра (зависит от диаметра трубы). По итогу получается, что нам необходим ход деталей в 9 сантиметров (7+2).
 Необходимый ход дает левая часть спаиваемого водопровода. Благодаря наличию нескольких уголков до жесткой фиксации (в данном случае водосчетчик), такая конструкция позволяет «гулять» уголку, на котором планируется сделать завершающий шов.
Необходимый ход дает левая часть спаиваемого водопровода. Благодаря наличию нескольких уголков до жесткой фиксации (в данном случае водосчетчик), такая конструкция позволяет «гулять» уголку, на котором планируется сделать завершающий шов.
Именно поэтому так важно планировать процесс сборки всех деталей в одно целое: какие-то узлы можно спаять отдельно, а затем «кочергу» добавить в систему. Проще говоря, лучше добавлять в монтируемую систему целый узел из нескольких деталей (труба, уголки, муфты) одной пайкой с необходимым зазором, чем допаивать каждую деталь сразу на положенное место.
А сложный узел из множества деталей проще сварить отдельно, без всяких стеснений в движениях. Главное, чтобы собираемый узел наверняка можно было поместить на место. Бывают такие случаи, когда собранная отдельно сложная деталь попросту физически не влезает на место по причине наличия других труб, каркаса и т.п.

Теперь рассмотрим некоторые приемы по решению различных задач в монтаже трубопровода из ПП-трубы.
Для всякого рода сложных поворотов и обводов хорошо служит уголок 45 градусов. Посредством соединения их в разных вариациях можно выполнить обвод трубы любого диаметра или требуемое смещение проводимой трассы. Эти углы выгодно отличаются от уголков 90 градусов тем, что в большинстве случаев позволяют выполнять обводы, смещения и повороты более компактно.
 Несмотря на наличие специальных обводов, четыре уголка по 45 градусов (роль 4-го угла выполняет тройник) дают больше «гибкости» при формировании обвода. Изменяя расстояния между углами, можно изменять степень огибания (обойти трубу любого диаметра или иное препятствие).
Несмотря на наличие специальных обводов, четыре уголка по 45 градусов (роль 4-го угла выполняет тройник) дают больше «гибкости» при формировании обвода. Изменяя расстояния между углами, можно изменять степень огибания (обойти трубу любого диаметра или иное препятствие).

Во время стыковки паяемого водопровода с водосчетчиками, можно столкнуться с парой неудобств: мало места для полноценного доступа паяльника (пример с ходом 9 см. выше) и наличие остатков воды в самих счетчиках. Последний факт может испортить место сварки, ибо во время ввода-вывода насадки паяльника создается некий вакуум, из-за чего остатки воды из счетчика устремляются к месту пайки. В подобных случаях будут полезны разъемные муфты.
Разборные полипропиленовые муфты (переход с металла на ПП) считаются далеко не самыми надежными элементами, поэтому подобные узлы следует использовать только в местах возможного доступа. На качество разборной муфты влияет величина бортика, который прижимает накидная гайка — она должна быть как минимум на следующий диаметр больше присоединяемого диаметра металлической резьбы. Также некоторые производители добавляют стекловолокно в материал пластикового штуцера муфты — это повышает ее прочность.

Во время монтажа нужно всячески избегать физического напряжения в трубах: чрезмерного изгиба, закручивания (особенно!) трубы и прочего. Во время различных поворотов труб нужно оставлять 5-10 миллиметров на зазор от стен для свободного хода.
А теперь несколько слов о тепловом расширении. При использовании полипропиленовых труб во внутридомовой разводке водопровода и отопления, прямые отрезки труб в редких случаях превышают 2 м. Поэтому в большинстве случаев линейный коэффициент не играет никакого значения! Для теплового зазора достаточно отступать в углах 5-10 мм., при использовании прямых труб не более 1 метра.
Неармированный полипропилен дает изменение длинны около 10 мм. на 1 метр трубы при изменении температуры на 70 градусов. Это означает, что метровый отрезок без армирования можно использовать на горячей воде, оставив с обеих сторон отрезка по 5 мм. зазора до стен.
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Полипропилен липнет к насадкам — что делать? Первым делом нужно проверить реальную температуру на паяльнике — вполне возможно, что она не соответствует температуре на термостате. Чаще всего расплавленный пластик начинает прилипать на поцарапанные насадки, поэтому их не следует чистить металлическими предметами. Насадку можно почистить плотной бумагой или картоном, но обычно это не дает долгого эффекта. Если насадка начала активно загрязняться, то самым разумным выходом будет приобретение новой.
Тем не менее, временно выйти из положения при слишком «липкой» насадке можно. Чтобы не испортить сварной шов и оставить насадку максимально чистой, во время снятия трубы и фитинга с насадки их нужно немного прокрутить.
Можно ли гнуть полипропиленовые трубы? Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа — то следует использовать обводы или комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб — это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту «кочергу» руками.


Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного поворота, соединение не будет в одной плоскости.
Второй способ — нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться более, чем на 5°.


Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко выскакивает при подаче давления.
 На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш. Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш. Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.
Источник https://rulandia.ru/communications/heating/montaz-sistemy-otoplenia-iz-polipropilenovyh-trub-svoimi-rukami.html
Источник https://ogon.guru/otoplenie/trubi/polipropilenovie.html
Источник https://yserogo.ru/remont/payka-ppr-trub.html