Содержание
Схема отопления из полипропиленовых труб в частном доме






Схемы отопительных систем на основе полипропиленовых труб
Существует две базовые схемы монтажа отопления из полипропиленовых труб в частном доме — однотрубная и двухтрубная. Чаще всего используют первую по причине ее простоты. Здесь теплоноситель как подается в радиаторы, так и выходит из них по общему коллектору.

В зависимости от ориентации магистрали, система может быть горизонтальной или вертикальной. Вода по полипропиленовому контуру будет циркулировать естественным путем. Чтобы не допустить такой ситуации, когда в одном помещении слишком жарко, а в другом прохладно, на батареях устанавливают байпасы, оснащенные кранами для регулировки. Эту разводку специалисты называют «ленинградка».
Двухтрубная система отличается присутствием подающей системы и обратки. Ее применяют в больших частных домах, имеющих несколько этажей. Если сравнить эту схему с однотрубным аналогом, то обходится ее монтаж дороже, но и преимуществ у нее много:
- Вода, подходящая к каждому радиатору, имеет приблизительно одинаковую температуру.
- Тепло распределяется по контуру более-менее равномерно.
- Температурный режим можно регулировать.
- Высокая степень надежности.
- Когда один радиатор ремонтируют, остальная система продолжает функционировать.
Практикуют схему двухтрубного отопления, как с нижней разводкой, так и с верхней. Первый вариант применяют, если нужно скрыть трубопровод. Трубы укладывают в пол, а два отвода соединяет их с батареями снизу. Теплопотери здесь высокие и без циркуляционного насоса в доме будет холодно. Чтобы сделать обогрев максимально эффективным, нужно соблюдать обязательные условия.










![]()
Как правильно паять полипропилен
Чтобы наглядно увидеть как правильно паять смотрите видео представленное на нашем сайте. Паять полипропиленовые трубопрокаты надо аппаратом для спайки полипропилена.

Элементы, которые будем паять, разогреваются при температуре 260С, что в итоге создается неразъемное соединение, которое имеет однотипную структуру. Атомы деталей при этом проходят друг в друга, поэтому стык получается очень прочным.
Видео: как паять полипропилен
Как правильно паять полипропиленовые трубы для отопления своими руками можно посмотреть на видео. Это упростит выполняемую работу, а сам процесс происходит в такой последовательности:
- Прибор которым будем паять включают в сеть. Начинать работу разрешают после того, когда сигнальный индикатор погаснет вторично.
- Заготовки срезаются по нужному размеру. Для этого используют специальные ножницы.
- Ее край, который будем паять нужно, зачистить от фольги. Для таких действий используется шейвер, ним можно снять фаску до нужного показателя. Можно выполнить эту работу и ножом, но такой вариант является более трудным.
- Трубу с фитингом надевают на насадки и держат нужное время. Длительность прогрева зависима от размера трубы. Эти показатели прилагаются в инструкции к паяльнику.
- Далее стыкуются детали. При этом необходимо следить, чтобы не было перекоса, нельзя двигать и поворачивать детали.
ВАЖНО! Особого внимания требуют поворотные фитинги для полипропиленовых труб для отопления в частном доме. Здесь огромную роль играет правильное их размещение. Если угол выставить не в то направление, то придется переделать весь узел, или детали просто придется выкинуть.
Видео: как паять полипропилен своими руками
Компенсаторы
Изделия из полипропилена имеют свойство расширяться при воздействии теплоносителя. При этом трубомагистраль изгибается. Чтобы предупредить эти проблемы используют компенсаторы.
Они выполнены в форме петли из отрезка полипропиленовой заготовки. Обычно такие детали устанавливают в местах большой длины трубопровода.
Если некуда смонтировать компенсатор, то следует в месте поворота оставлять свободное пространство на линейное расширение труб. Тогда трубопровод свободно растянется, и при этом не будет упираться в стенку.
Подсоединение приборов
Для быстрой и надежной работы советуют применять быстроразъемные фитинги – американки. Их надевают на конечные участки трубопровода.
Крепление трубопровода к стене
Для того, чтобы предупредить деформацию, полипропиленовые трубы необходимо надежно прикреплять к стене. Расстояние между крепежами выдерживают в 70 см.
Обвязка котлов отопления
Существует два варианта котлов — напольный и настенный. Подключение их имеет свои особенности. Общая для всех типов котлов схема обвязки включает:
- котел;
- радиатор;
- краны шаровые;
- гайки, фиксирующие котел;
- очистительные фильтры;
- термоголовки для батарей;
- тройники, уголки;
- краны Маевского;
- разные клапаны;
- измерительные приборы;
- циркуляционный насос;
- распределители;
- крепеж.

Схема обвязки в случае с настенным котлом может быть исключительно закрытой, поскольку эти котлы автономные. Напольный котел нельзя размещать верху разводки, поскольку он не выводит воздух. В результате появятся воздушные пробки. Настенные котлы в своем большинстве имеют воздухоотводчики, поэтому они самостоятельно высвобождают воздушные массы.
При обвязке газового котла полипропиленовым контуром нельзя допускать большого числа соединений. Главное условие — наличие жесткого сочленения в месте подводки газа к агрегату. Особенность твердотопливного котла — отсутствие функции регулировки теплоподачи. Когда отключается принудительная циркуляция, будет увеличиваться давление, и система может выйти из строя.
На такие случаи существуют аварийные схемы. Одна из них — установка автоматического байпаса. Когда насос работает, теплоноситель проходит через него, а байпас перекрыт. При остановке насоса, поток жидкости перенаправляется и проходит через байпас. Для схем отопления, монтируемых в частном доме из полипропилена с циркуляционным насосом, целесообразность применения и параметры последнего определяет гидротехнический расчет.
Полипропиленовые трубы в конвекционных системах
Конвекционные системы из полипропиленовых труб очень популярны. Причина — легкость обработки материала, устойчивость к размерзанию, высокая герметичность, невысокая теплопроводность.
В «безнасосных» системах, выполненных по закрытому типу, при нагреве из воды выделяется много кислорода. Если магистраль выполнена из стальной трубы, она очень быстро покроется слоем ржавчины. Полипропиленовые изделия этого недостатка лишены. Направленный поток, движущийся по полипропиленовым рукавам, не встречает значительного сопротивления. На стенках ПП труб не образуются никакие отложения.
Гравитационная система отопления
Классическая гравитационная система складывается:
- из котла;
- бачка;
- труб;
- радиаторов.

К ее преимуществам относится энергонезависимость, саморегуляция, надежность. Существует мнение, что полипропиленовые трубы для устройства такой системы не подходят, но это не так. Просто при монтаже нужно соблюсти некоторые условия:
- Разлив на всем протяжении нужно проводить под равномерным уклоном.
- После котла необходим разгонный участок небольшой длины, называемый коллектором. Здесь вода набирает скорость и продолжает дальнейшую циркуляцию. Оформлять его нужно отрезком стальной трубы, чтобы происходило охлаждение теплоносителя.
- Радиатор необходимо располагать как можно ниже уровня котла, в крайнем случае наравне с ним.
- Твердотопливный котел устанавливают под небольшим уклоном. Трубу в него вваривают в самом верхнем углу.
- Выходная труба также монтируется с уклоном в самой нижней точке.
- К радиаторам подключают краны с максимальным потоком. Это сведет на нет потери, а циркуляция будет происходить по всем батареям.
Если в планах устройство теплого пола, формируют гравитационную безнасосную систему для радиатора, а для пола устраивают отдельную петлю с насосом. Так как в системе ограниченное давление, она не сможет продавить дополнительные сложные контуры естественным путем.
Закрытая самотечная система
Большой диаметр труб предполагает большое количество теплоносителя. А при нагреве любой жидкости, она расширяется. Для этого создаются расширительные бачки. Такие расширительные баки бывают двух видов: открытые, закрытые.
Открытые собой открытые емкости, куда выдавливаются из системы излишки теплоносителя. Дополнительная безопасность, чтобы не было перелива устанавливают трубу, отходящую к стоку, которая так называется – перелив. Данный расширительный бак можно изготовить самостоятельно, а можно приобрести. Данная система открыта, из расширительного бачка жидкость испаряется, поэтому для такой отопительной системы можно использовать только воду, так как антифриз быстро испариться. Периодически требуется доливать воду для пополнения общего объема, сохранении его наполненности.
Закрытые расширительные баки – емкости, разделенные на две части специальной мембраной. Одна половина такого бака заполняется излишками теплоносителя, вторая половина заполнена газом (воздухом или азотом). Нагретая вода вытесняется в расширительный бачок, растягивает мембрану, сжимая газ во второй полости, когда температура жидкости снижается, давление газа и мембрана возвращают теплоноситель в систему. Итогом будет отсутствие потери жидкости, система отопления всегда заполнена, нет необходимости доливать теплоноситель, можно использовать антифриз.
Материалы для устройства отопительной системы

Оптимальный диаметр полипропиленовой трубы для разводки однотрубной системы в частном доме — 20 мм, для стояков — 25 мм. Для двухтрубной системы при количестве радиаторов более 8, применяют рукав полипропиленовый диаметром 32 мм. Фитинги подбирают под сечение труб так, чтобы внутренний их диаметр соответствовал наружному диаметру магистрали. Они должны быть от того же производителя что и трубы и с той же маркировкой.
Качественное соединение полипропиленовых элементов получается только путем сварки. Применяют сварочный аппарат либо паяльник. Для высокотемпературных систем подходят трубы, армированные фольгой, для низкотемпературных — стекловолокно.
Первые маркируют PN 25. Они рассчитаны на давление 2,5 МПа. Рабочий напор для PN 20 —2 МПа. В любой системе отопления на радиаторах нужны краны Маевского. Их врезают в верхнюю часть батареи. Отверстия внизу закрывают пробкой.
Как переходные элементы для подключения радиаторов в отопительных системах из ПП труб применяют фитинги. К ним относятся:
- Муфты. Они соединяют две одинаковые трубы.
- Отводы.
- Крестовины. Для разветвления на две стороны.
- Переходники. Необходимы для состыковки элементов с разными диаметрами.
- Тройники. Формируют односторонние ответвления.
- Штуцеры. Необходимы для соединения рукава с гибким шлангом.
- Заглушки. Устанавливают на конце полипропиленовой трубы.
Фитинги для рукавов из полипропилена экологически чистые и долговечные. В условиях правильной эксплуатации могут прослужить около 50 лет.
Руководство по монтажу отопления

Технология пайки полипропиленовых труб
Предварительно подготовьте схему разводки системы, монтажа батарей, подключения котла. В дальнейшем вы будете выполнять все необходимые работы в соответствии с этой схемой.
Непосредственно работа по монтажу труб выполняется в несколько простых шагов.

Таблица времени сварки полипропиленовых труб

Аппарат для пайки пластиковых труб
Первый шаг
Рассчитайте схемы прокладки полипропиленовых труб.
Второй шаг
Высчитайте длину отрезков полипропиленовых труб на каждом участке системы отопления. Установите подходящий вид фитинга.

Разметка
Третий шаг
Определите необходимое время сварки соединений. Оно зависит от диаметра применяемых труб и уточняется в соответствующей справочной литературе. Предварительно занесите все элементы отопительной системы в помещение и дайте им нагреться до комнатной температуры.
Четвертый шаг
В соответствии с расчетными данными нанесите места резки труб при помощи маркера.
Пятый шаг
Сделайте срез при помощи специальных ножниц. Режьте перпендикулярно по отношению к поверхности.

Ножницы для резки полипропиленовых труб

Резка ПП труб
Шестой шаг
Протрите срезы раствором спирта, удалите присутствующую грязь при помощи сухой тряпки.

Подготовка фитинга
Седьмой шаг
Возьмите насадку для паяльного аппарата, соответствующую диаметру сечения труб, обезжирьте ее, а затем установите горизонтально и дайте нагреться до 265 градусов.

Монтаж ПП труб
Поместите трубу и фитинг в отверстия нагревателя, по таблице подберите необходимое время нагревания и выполните непосредственный нагрев соединяемых элементов. После этого аккуратно выньте изделия, вставьте трубу в фитинг и выдержите в течение требуемого времени. Соединяемые элементы лучше не трогать до их полного остывания.

Сварка труб
По аналогичной схеме спаяйте все трубы отопительной системы, ориентируясь на имеющиеся у вас чертежи. Подключение труб к отопительному прибору и радиаторам также выполняйте по чертежам.
Чтобы в дальнейшем трубы не провисали, обеспечьте их частое крепление к поверхности с помощью клипс. Для системы из полипропилена оптимальной температурой теплоносителя является показатель в 60 градусов.
Придерживайтесь полученных рекомендаций, и ваше отопление из пропилена будет безукоризненно служить долгие годы.
Особенности материалов, которые нужно учесть при монтаже

Чтобы система функционировала правильно, в процессе монтажа необходимо принимать во внимание некоторые особенности ПП рукавов. Одна из них — линейное расширение. Это явление вызывает изменение температур внешних и внутренних. В результате нагрева пластиковый рукав начинает провисать. Компенсирует линейное расширение правильная укладка трубопровода, гарантирующая свободу его перемещения в пределах значения линейного расширения.
Для этого применяют крепежные хомуты, компенсаторы, в конструкцию которых входят как подвижные, так и неподвижные детали. Иногда устранить провисание можно путем штробления стены и укладки в нее рукава или установкой дополнительных клипс. Если эти действия не помогают, применяют радикальные меры — отсоединяют рукав в районе «американок», отрезают провисающий участок, американку перепаивают, затем закручивают.
Полипропиленовые трубы — это новые возможности
Изделия из ППР обладают оптимальными техническими характеристиками. Они открывают новые возможности для обладателей загородного жилья, где питание системы отопления осуществляется от котлов. Их применение позволяет снизить трудоемкость монтажа. Этот вариант не только выгодный в экономическом плане, но и надежный.
Каждый человек по своему понимает слово комфорт, но тепло необходимо всем. Обеспечить им свой дом можно без больших капитальных и временных затрат, использую полипропиленовые трубы, а осведомленность в вопросах отопления позволит принять правильное решение.
Какие материалы применяются в отоплении?
Стальные трубы. Сегодня не самый приемлемый вариант монтажа. Монтаж трудоемок, материал дорог, да еще и любит коррозировать.
Металлопластиковые трубы. Проверенный временем материал. Гибкий. Держит углы. Что позволяет неразрывно вести трубу от стыка до стыка. Сама труба недорогая, но фитинги и соединения стоят дорого.
Трубы из сшитого полиэтилена. В плане цены все тоже самое, что и металлопластик. Хороший материал. Не держит углы. Поэтому требует еще дополнительных фитингов, тройников и тд.
Медные трубы. Высший пилотаж. Переживут несколько Ваших поколений. Но и цена за все удовольствие значительно выше.
Отопление трубами из полипропилена. Самый дешевый материал. Подходит для отопления, но имеет ряд особенностей. О них и поговорим.
Технология пайки пластиковых труб отопления
Автономную систему отопления выгодно монтировать из пластиковых материалов. Так поступает большинство индивидуальных застройщиков. Современные трубы и фитинги из полипропилена отлично выдерживают нагрузки, их можно недорого купить и самостоятельно смонтировать.

Однако, чтобы работа была качественной, а коммуникации работали исправно, необходимо правильно выбрать материал, а также знать, как паять трубы отопления и соблюдать инструкцию по технике безопасности.
Виды труб для отопительных систем
Для монтажа систем отопления подходят традиционные металлические трубы и полимерные, с некоторыми оговорками по условиям их эксплуатации.
Виды труб для отопительных систем:
- Стальные. Стальная труба без специального защитного покрытия в отопительных системах используется повсеместно в многоквартирных домах. Сталь хорошо выдерживает тепловые нагрузки, повышенное давление в магистрали. Недостатком является их подверженность коррозии. В условиях агрессивных добавок, применяемых в промышленных теплосетях, сокращает их срок службы значительно. Для индивидуальных застройщиков стальные материалы представляют трудность в плане самостоятельного монтажа.
- Оцинкованные стальные коммуникации. Оцинкованные материалы более долговечны, чем стальные необработанные. Но и стоимость их выше.
- Медные. Эти материалы можно назвать аристократами в строительстве отопительных систем. Медные трубы и фитинги долговечны, но дорогостоящи. Их монтаж требует специальных навыков.
- Нержавеющая сталь. Трубы из нержавейки относятся к дорогостоящим материалам. Они долговечны, надежны в эксплуатации, то требуют специальных навыков для монтажа трубопровода.
- Металлопластик. Это легкие материалы, удобные для монтажа. В системах отопления используются редко, поскольку в подобных условиях эксплуатации имеют небольшой срок службы.
- Полимерные материалы. Для отопления используют трубы из полипропилена. Это недорогие коммуникации, которые при желании может смонтировать непрофессионал. Трубы не подвержены коррозии. При качественной сборке коммуникации из полипропилена служат десятилетия. Недостатком их является ограничение допустимой температуры теплоносителя и давления в системе. Однако для бытовых, автономных систем отопления трубы из полипропилена подходят идеально.

Обратите внимание! К общим недостаткам металлических коммуникаций можно отнести их высокую теплопроводность. Это свойство металла значительно увеличивает потери тепла при транспортировке теплоносителя.
Трубы отопления из полипропилена лишены многих недостатков металла. Процесс их соединения называется пайкой или сваркой.
Для монтажа пластика потребуется специальный инструмент, подробная инструкция о том, как паять трубы отопления. Работа не представляет сложности. После некоторой тренировки качественное соединение выполнит и непрофессионал.
Способы пайки
Существует 3 способа соединения пластиковых труб и фитингов, два из которых термические:
- Диффузионная сварка при помощи специального паяльника. Основана на процессе молекулярной диффузии (смешивания) органических полимерных материалов при нагревании их до температуры плавления.

- Диффузионная сварка с использованием специальных электрофитингов. Основа процесса аналогична первому способу. Отличие заключается в технологии – здесь требуются специальные, дорогостоящие фитинги с вживленными электродами. Электрофитинги позволяют смонтировать систему отопления без использования паяльника.

- Химическая сварка (холодный способ соединения пластиковых деталей). Холодная сварка основана на химическом «расплавлении» полипропилена. Детали смазывают специальным составом и соединяют.

Обратите внимание! Для монтажа системы отопления подходят только первые два способа пайки. Холодная сварка не дает достаточной прочности соединения для монтажа отопительных систем.
Схематично процесс пайки можно описать следующим образом:
- конец трубы отопления и фитинг нагревают;
- соединяют в нагретом состоянии;
- удерживают в требуемом положении до остывания.
Результатом является крепкое, на уровне молекул, соединение деталей. В результате правильно проведенной пайки, мастер получает цельное соединение, которое при разрезе не имеет видимых границ стыковки.
Как варить трубы из полипропилена (инструкция)
Для работы вам понадобятся следующие инструменты:
- Паяльник для полипропиленовых материалов. Это специальный прибор, который работает от электросети. На паяльнике имеется нагревательный элемент в виде пластины (мечевидный) или трубки (цилиндрический). Конфигурация аппарата значения для качества пайки не имеет. На нагревательный элемент паяльника закрепляют насадки, которые соответствуют диаметру труб отопления (от 16 до 32 мм). Достаточная мощность для бытового использования от 800 до 1200 Ватт.
- Ножницы для пластика или ножовка для разрезания труб.
- Шейвер для снятия фаски или острый нож для зачистки края заготовок.
- Линейка, маркер, угольник для разметки.

Предварительный этап включает создание плана и чертежа будущей системы отопления. Далее нарезают трубы необходимого размера. Пайку проводят поэтапно, собирая отдельные узлы коммуникации на горизонтальной поверхности. После, готовые участки собирают в единую систему.
Пошаговая инструкция проведения пайки труб отопления:
- Паяльный аппарат устанавливают на полу, закрепляют на нем насадки нужного диаметра, включают в сеть.
- Дожидаются, когда паяльник наберет нужную температуру (для полипропилена 260 градусов). Одновременно надевают на одну насадку фитинг, во вторую вставляют конец трубы. Предварительно на трубе делают метку глубины пайки.
- Выдерживают детали необходимое время, оно зависит от диаметра соединяемых частей.
- Одновременно, двумя руками снимают нагретые детали и соединяют их между собой.
- Держат неподвижно до отвердевания полимера.
Обратите внимание! Для удержания паяльника удобно его зажимать между колен, расположившись соответственно на полу.
Паять трубы отопления из полимерных материалов достаточно просто. Главное делать все операции по инструкции одновременно, быстро и точно.
В процессе работы паяльник из сети не выключают.
Таблица времени нагрева, остывания деталей в зависимости от их диаметра. Данные временные интервалы даны для температуры воздуха при пайке в 20 градусов тепла. Если температура окружающей среды отличается, то потребуется коррекция времени.
| 16 | 5 | 6 | 3 |
| 20 | 5 | 6 | 2 |
| 25 | 7 | 10 | 2 |
| 32 | 8 | 10 | 4 |
Меры безопасности
При работе с нагревательным аппаратом необходимо соблюдать меры индивидуальной защиты:
- Паяльник должен быть установлен на горизонтальной поверхности в свободном от материалов месте.
- На мастере должны быть обязательно защитные перчатки (для работы с горячими инструментами), удобная спецодежда.
- Не следует наклоняться над плавящимся пластиком, поскольку в процессе выделяются вредные пары.
- Помещение должно быть относительно чистым. Рабочая поверхность — свободной от пыли, мусора.
- Соединение вилки паяльника с сетью должно быть плотным, шнур свободным.
Рекомендуем ознакомиться: 5 способов соединения металлопластиковых труб

Предварительный прогрев сварочного инструмента проводят 20 минут, если на нем нет соответствующего индикатора.
Секреты качественной сварки труб
Для того, чтобы пайка труб отопления была качественной, а соединение безупречным, необходимо знать небольшие секреты этого процесса:
- Труба не должна входить в фитинг в холодном состоянии.
- Операцию по насадке деталей на паяльник проводят одновременно, с нажимом, но без подкручивания.
- Соединение деталей проводят без лишнего нажима и без прокручивания.
- Детали удерживают в фиксированном состоянии до полного остывания.
- Результатом качественного соединения является равномерный наплыв пластика по диаметру трубы около фитинга.
Если вы собираетесь паять трубы отопления впервые, то приобретите пару дешевых фитингов и некоторый запас трубы. Предварительно потренируйтесь, чтобы почувствовать и понять физические качества холодного и расплавленного материала. Для самоконтроля разрежьте ваше соединение, посмотрите на качество пайки изнутри.
Как паять пластиковые трубы для отопления — Отопление и трубы

Доброе время суток, дорогой читатель! Сборка или ремонт систем отопления, водопровода, канализации из современных видов полимерных изделий осуществляется легко и быстро, благодаря технологии запаивания, применяемой для соединения деталей. Выполнить эти работы можно своими руками, если знать как паять пластиковые трубы, заранее подготовить необходимые инструменты и приспособления.
Виды труб соединяемых пайкой
Спаивать можно следующие виды труб.
- поливинилхлоридные (ПВХ);
- полипропиленовые;
- медные трубы;
- полибутеновые;
- из полиэтилена повышенной термостойкости;
- пластмассовые изделия с армированием.
Необходимые инструменты и материалы для пайки
Для работы в домашних условиях потребуется заранее подготовить все необходимые инструменты и материалы:
- электрический паяльник;
- насадки и подставки для паяльника соответствующего размера;
- напильник или острый нож для удаления заусениц;
- измерительную линейку или рулетку;
- маркер;
- ножницы для резки труб;
- шейвер — приспособление для удаления армирующего слоя;
- специальный инструмент для снятия фасок;
- припой для пайки;
- флюсы и фитинги;
- спиртовой состав для обезжиривания.
Припой для пайки
Припой выпускается в форме проволоки, фольги, прутка и т. д. Он необходим для получения более прочного шва медных конструкций. Изготавливается на основе олова, серебра, цинка, свинца, сурьмы или меди.
В зависимости от температуры плавления подразделяется на:
- легкоплавкий;
- средне плавкий;
- высоко плавкий припой.
Флюсы и фитинги
Флюсы используются при пайке для защиты соединяемых металлических поверхностей от окисления. Они выпускаются в виде жидкости, сухой смеси или пастообразном состоянии и различаются по химическому составу, свойствам и назначению. Например, для очистки поверхности медного проката и повышения текучести припоя применяется борная кислота, хлорид цинка, соляная кислота.
Защитную плёнку можно создать с помощью канифоли, воска, различных смол.
Фитинги — это небольшого размера изделия, надеваемые на концы труб, которые соединяются пайкой. К ним относятся муфты, тройники, крестовины, обводы, заглушки, углы и т. п. Они должны быть из такого же материала, что и сами трубы. И конечно, не для кого ни является секретом, что купить фитинги можно в любом магазине сантехники.
Ножницы для резки
Этот вид инструмента имеет и другие названия — труборез, трубные ножницы или трубный резак. Он предназначен для быстрой резки изделий из пластика, обеспечивает выполнение кромки реза без заусениц, что упрощает подготовку к сварочному процессу.
Существует 4 вида трубных ножниц, различающихся по конструкции и цене:
- прецизионный труборез с механизмом — трещоткой. Приспособление используется для резки труб диаметром не более 75 мм;
- роликовые ножницы;
- автоматический труборез в форме пистолета;
- трубный резак — гильотина.
Советы по выбору и эксплуатации трубного паяльника
При выборе трубного паяльника следует учитывать его технические параметры:
- мощность. Мощные аппараты нужны для сваривания труб большого диаметра, для систем бытового назначения, в которых диаметр изделий не превышает 50 мм можно приобрести прибор мощностью 0,6 — 0,8 кВт;
- качество покрытия насадок и технологию их применения. Свариваемые изделия легко снимаются с насадок с тефлоновым покрытием, поэтому желательно выбирать паяльник, укомплектованный именно такими насадками. Кроме того, следует обратить внимание на возможность нагрева не только одной, а двух или трёх насадок одновременно. Это значительно ускорит выполнение работ;
- тип регулятора температуры. Паяльник может быть оснащён электронным, капиллярным или биметаллическим терморегулятором. Лучше выбрать модель с электронным регулятором температуры, так как у двух других имеется слишком большое расхождение между заданной и фактической температурой нагрева изделий.
Суть процесса и способы пайки
- Пайка используется для герметичного соединения секций трубопровода между собой, монтажа запорной арматуры, контрольно — измерительных и предохранительных устройств.
- Для соединения концов труб и патрубков трубопроводной арматуры применяются три технологии пайки:
- диффузионный способ. Сварка осуществляется за счёт нагрева и сдавливания соединительных элементов без расплавления основного материала деталей и применения дополнительных веществ;
- пайка с помощью электрофитинга. Для соединения используются специальные фитинги с нагревательным элементом. Процесс пайки происходит за счёт частичного расплавления внутренней части электрофитинга под действием электрического тока;
- холодным способом. Элементы теплопровода соединяются с помощью дополнительного материала — припоя.
Пошаговая инструкция по пайке пластиковых труб
Пайка трубопровода состоит из трёх основных фаз — нагрева, стыковки, фиксации и охлаждения элементов, для выполнения которых нужна определённая подготовка, соблюдение температурного режима и правил безопасности.
Меры безопасности
В процессе пайки нужно соблюдать элементарные меры безопасности для работы с электроинструментом:
- паяльник должен быть защищён от попадания атмосферных осадков, грязи и брызг;
- до подключения аппарата к сети, необходимо убедиться в его исправности, целостности шнура питания и вилки;
- во время работы следует проветривать помещение и пользоваться термоперчатками;
- не прикасаться открытыми участками кожи к нагретым поверхностям.
Подготовка элементов и деталей
На этом этапе необходимо выполнить:
- нарезку изделий на отрезки нужной длины;
- зачистку срезов от заусениц и их тщательную шлифовку;
- обезжиривание срезов спиртовым раствором;
- нанесение засечки, по которой можно будет вести контроль глубины введения труб в аппарат;
Подготовка паяльника
Аппарат нужно включить в сеть заранее, выставить терморегулятор в нужное положение и разогреть изделие до рабочих температур в зависимости от вида пластика.
Обычно время разогрева паяльника составляет 30 минут, пока не погаснет лампочка. К работе же прибор будет готов через 10 мин после достижения установленной температуры.
При подготовке аппарата также желательно дополнительно контролировать температуру штуцеров и гильз поверхностным электрическим термометром.
При какой температуре паять пластиковые трубы
Для пайки полиэтиленовых изделий терморегулятор на приборе устанавливают на 220ºС, для полипропиленовых — на 260ºС. Если регулятор отсутствует, можно придерживаться параметров нагревания деталей из таблицы 1.
| Наименование параметр | Диаметр труб, мм | |||||
| 20 | 25 | 32 | 40 | 50 | 63 | |
| Время нагрева изделий, сек | 6 | 7 | 8 | 12 | 18 | 24 |
| Время нагрева изделий, сек | 4 | 4 | 6 | 6 | 6 | 8 |
| Время остывания, мин | 2 | 2 | 4 | 4 | 4 | 6 |
Правила стыковки
При сборке стыков необходимо следить за совмещением кромок, чтобы у обеих изделий совпадали поверхности и не смещалась ось трубопровода. Зазор между кромками должен быть равномерным по всему диаметру с размером в 2 — 3 мм.
Соединение трубы
Разогретые детали снимают с насадок паяльника и соединяют друг с другом, слегка прижимая торцами. Затвердевание полимера произойдёт через 2-3 минуты.
Зачистка и охлаждение соединений
Место соединения должно находиться в неподвижном положении, пока пластик не остынет до температуры 38 — 42 градуса. Для этого соединённые детали фиксируют в хомуте или клипсе до момента охлаждения.
Зачистку наплывов выполняют острым ножом после полного охлаждения места стыковки.
Проверяем качество соединения
- По окончании сварки все стыки подлежат визуальному осмотру.
- У качественно выполненного сварного шва должна быть ровная поверхность, без следов пористости, трещин, складок и чрезмерного блеска, которые возникают при перегреве.
Максимальная высота валика для труб с большей толщиной стенки составляет 4 мм.
по пайке
Как спаять трубопровод на стене можно посмотреть на видео:
Частые ошибки
Пайка пластиковых труб не требует особых навыков, но если не придерживаться установленных норм и правил, испортить соединение всё же можно. Типичными ошибками начинающих мастеров являются:
- использование грязных насадок. Если на насадках останутся капли расплавленного полимера, то при следующей сварке они могут вклиниться между кромками изделий и резко ослабят соединительный шов;
- остатки воды и грязь на наружной поверхности. Они исключат плотный контакт поверхностей деталей по всей площади;
- приложение чрезмерного усилия при совмещении деталей. Часть расплава при избыточном давлении может выдавиться внутрь трубы и снизить её проходимость;
- попытка зачистить наплывы расплавленного пластика до полного охлаждения места соединения, которая неизбежно приводит к деформации трубы;
- недостаточный прогрев или перегрев места стыка.
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.
Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов. При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали.
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб.
В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Полное высыхание клеящего состава произойдёт через несколько часов.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.
Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Заключение
Пайка пластиковых труб является не сложной, но достаточно ответственной операцией. Ошибки и небрежности при её выполнении могут привести к серьёзным последствиям при первом же пуске водопроводной или отопительной системы.
Делитесь полезными идеями в социальных сетях со своими друзьями, а они обязательно поделятся с вами. И не забудьте подписаться на наш канал.
(2 5,00
Как правильно паять пластиковые трубы для отопления?

Доброе время суток, дорогой читатель! Собрать систему отопления методом сварки можно за короткое время. При чём, если для сварки металлических труб требуется наличие профессиональной подготовки, то изделия из пластика сможет сварить своими руками даже неопытный в этой области человек. О том, как паять трубы отопления правильно, чтобы не допустить разгерметизации швов в процессе эксплуатации системы, и пойдёт речь в этой статье.
Виды труб соединяемых пайкой
Для сборки систем отопления и горячего водоснабжения с помощью пайки, в отличие от холодного водопровода, нужно использовать трубы только из термостойких видов материалов.
- пластиковые с армированием алюминиевой фольгой (PN 25) или стекловолокном (PP-RCT);
- полипропиленовые (PN 16, PN 20);
- полиэтиленовые повышенной термостойкости (PE-RT);
- полибутеновые (РВ);
- медные трубы.
Необходимые инструменты и материалы для пайки
Для пайки полимерных труб понадобятся следующие инструменты и материалы:
- сварочное устройство — паяльник с несколькими насадками;
- рулетка или линейка, маркер — измерительные инструменты для выполнения разметки;
- припой для пайки. Для пайки при низких температурах (до +450ºС) выпускается в бухтах из сплава серебра, олова, свинца и добавок. В виде стержня из сплава меди, серебра и других металлов — для высокотемпературной пайки;
- флюсы и фитинги. Флюсы применяются для очищения место пайки от окисления, а также для обеспечения лучшего схватывания присадочного материала и его равномерного растекания. Фитинги подбираются по размеру сечения трубы. В зависимости от конфигурации системы отопления могут использоваться тройники, повороты, угловые муфты, переходы на резьбу, крестовины и др.;
- ножницы для резки — режущий инструмент для пластиковых труб;
- шейвер — приспособление для удаления армирования на концах изделий.
Советы по выбору и эксплуатации трубного паяльника
При выборе паяльника следует руководствоваться следующими критериями:
- показатель мощности;
- количество посадочных мест под насадки;
- количество самих насадок и наличие на них тефлонового покрытие;
- наличие регулятора температуры;
- страна производитель.
Суть процесса и способы пайки
Процесс сварки пластиковых изделий заключается в создании неразьёмного соединения при нагреве свариваемых поверхностей до вязко-текучего состояния и прижатии их друг к другу под давлением.
Микрочастицы одного изделия проникают в структуру другого, образуя цельную конструкцию. Осуществляется этот процесс тремя способами:
- диффузионный способ. В зоне сварки происходит перемешивание вязко-текучего материала обеих деталей с одновременным вытеснением пузырьков воздуха. После остывания изделия образуют надёжное соединение, которое не теряет прочности с течением времени;
- пайка с помощью электрофитинга — способ стыковки труб с применением фитингов с закладными электрическими нагревателями, при этом сварка осуществляется в автоматическом режиме;
- холодным способом. Пайка осуществляется с использованием специальной сварочной массы (припоя), которая помещается в зазор между поверхностями свариваемых деталей. Припой имеет более низкую температуру плавления, чем основной материал, при расплавлении диффундирует в него, образуя прочное соединение.
Пошаговая инструкция по пайке труб отопления
Перед проведением монтажа системы отопления рекомендуется подготовить подробную схему на бумаге, с помощью которой можно подсчитать размеры трубных участков и количество фитингов. Это позволит выполнить максимально возможное количество стыковок элементов в удобном положении, на рабочем столе.
Меры безопасности
Выполняя пайку элементов системы отопления нужно учитывать, что в работе используется электрический прибор, поэтому должны строго соблюдаться правила защиты от поражения электрическим током. Помещение, где проводится пайка, необходимо постоянно проветривать, так как расплав припоя и флюса может выделять токсичные вещества.
Чтобы избежать ожогов следует использовать защитные перчатки и спецодежду.
Подготовка элементов и деталей
Подготовка элементов, участвующих в сварочном процессе, включает в себя:
- разметку нужной длины трубы;
- нарезку отмеренных отрезков;
- очистки края цельной пластиковой трубы пилкой для железа или острым ножом от заусениц. При соединении армированных изделий необходимо с помощью шейвера удалить верхний слой пластика и алюминиевую прослойку по длине входа в фитинг;
- далее рекомендуется снять фаску под углом 35-45º на наружном конце трубки, чтобы избежать задиров материала при введении трубки в раструб фитинга;
- разметить на изделие длину его вхождения в фитинг, исходя из глубины муфты плюс 1-2 мм. Этот зазор необходим для предотвращения сужения трубы в месте соединения наплывом сварного шва;
- после разметки поверхности деталей необходимо очистить от пыли, загрязнений и обезжирить спиртовым раствором.
Подготовка паяльника
Паяльник нужно установить на ровную поверхность, закрепить необходимые насадки на посадочные места, выставить терморегулятор на температуру сварки и подключить к электросети.
Насадки аппарата в зависимости от температуры окружающей среды греются в течение 10 — 15 мин. Первая сварка выполняется через 5 минут после нагрева паяльника.
Правила стыковки
Паяльник одновременно разогревает внешний и внутренний слой соединяемых деталей, на концах которых образуются отбортовки. Снятые с насадок нагретые детали необходимо немедленно состыковать между собой, прижимая друг к другу с двух сторон, контролируя усилие.
Соединив элементы, важно обеспечить их неподвижность в течение 20 — 30 секунд (зависит от размера диаметра), чтобы избежать смещения поверхностей, приводящего к нарушению соединения.
Зачистка и охлаждение соединений
При любой технологии сварки нельзя прибегать к ускорению охлаждения сварного шва холодным воздухом, водой и пр. При быстром охлаждении в зоне сварного шва возникают значительные перепады температур, которые способствуют к образованию больших напряжений в пластике.
Наличие высокого внутреннего напряжения негативно влияет на прочность шва и может привести к образованию раковин.
Поэтому, если сварка проводится при низкой температуре окружающей среды, горячий шов необходимо укутать теплоизоляционным материалом, который замедлит процесс охлаждения, и, соответственно, снизит внутреннее напряжение в зоне сварки.
Проверяем качество соединения
Для того, чтобы определить насколько качественно выполнен шов сварного соединения, нужно произвести его визуальный осмотр на наличие дефектов в виде трещин, раковин или складок, которые могут образоваться при перегреве изделий. Сам валик оплавленного материала должен быть равномерным и выступать за торцевую поверхность соединяемых элементов на 2-3 мм.
Кроме того, сварные соединения не должны иметь нарушений соосности труб более чем на толщину их стенки.
по пайке
Как правильно спаять полимерные труб на стене можно посмотреть на видео:
Частые ошибки
Пластиковая сварка сопряжена с высокой вероятностью ошибки, которые могут привести к получению некачественного соединения. Среди наиболее часто встречающихся можно назвать следующие ошибки:
- некачественную подготовку;
- слишком большое или наоборот малое давление при стыковке изделий;
- зачистку наплывов на стадии остывания деталей;
- попытки сварить трубы разных диаметров;
- не достаточное углубление трубы в раструб изделия большего диаметра.
Советы специалистов
Для выполнения пайки труб из пластика требуется некоторая сноровка. Поэтому первый совет специалистов — потренироваться на пайке небольших ненужных отрезков труб. Кроме того рекомендуется:
- выбирать для работы паяльник мощностью не более 1,2 кВт;
- после спаивания каждой детали производить очистку насадки от приставшего пластика, иначе он деформирует шов последующих соединений;
- для очистки нагревательного элемента от расплавленного пластика выбирать только деревянный инструмент, так как металлический может поцарапать поверхность насадки;
- если какое-то соединение вызывает даже малейшее сомнение в качественном исполнении, его необходимо обязательно вырезать и сварить новый стык;
- состав материала трубной стенки в месте сварного шва должен быть максимально однородным, поэтому желательно использовать только трубы и фитинги одного производителя.
Пайка в труднодоступных местах и углах
Работа по сборке теплопровода в труднодоступных местах сложнее, чем в условиях достаточного пространства. К таким местам обычно относят зону потолка, углы комнат и стеснённые условия, когда нет возможности установить паяльник на подставку.
В таких ситуациях прибегают к секретным хитростям:
- паяльник подвешивают на крюк;
- в углах сваривают специальные угловые переходники;
- если спаиваемые отрезки труб слишком близко расположены на стене, то прямой и ответный участок стыка греют поочерёдно. При этом первую деталь прогревают немного дольше, чем положено, а затем греют ответную часть меньшее время, но при более высокой температуре на насадках (терморегулятор устанавливается на прогрев труб большего диаметра);
- чтобы не держать детали на весу при сварке на стенах, удобнее закрепить трубу клипсами и сдвигать их по мере необходимости.
Заключение
Сварка относится к наиболее популярным способам соединения отдельных элементов отопительной системы. Применение современных технологий позволяет самостоятельно выполнять швы, практически не уступающие по прочности цельным участкам трубопроводов. Этот момент очень важен, поскольку параметры рабочего давления и температуры в системах отопления могут быть достаточно высокими.
Делитесь полезными идеями в социальных сетях со своими друзьями, а они обязательно поделятся с вами. И не забудьте подписаться на наш канал.
Как паять трубы отопления
Когда наступает зима, первым делом стоит задуматься о хорошей системе отопления своего жилища. Ввиду этого просто необходимо узнать, почему использование пластика в отоплении целесообразнее, и как именно проводится пайка труб отопления своими руками, ведь это дело не совсем простое.
Что нужно учитывать, выбирая трубопроводы отопления?
- Вариант монтажа трубопровода. Разводку труб в ванной комнате и санузле можно сделать по наружному типу, однако лучшим вариантом является скрытая система. Она делается внутри пола, стен или каркаса из гипсокартона.
- В зависимости от схемы отопления, решают, какие трубы приобрести. Отопление может прокладываться как в обогреваемых комнатах (чаще всего по жилому дому), так и в неотапливаемых помещениях (например, подвал или кладовая).
- Выбор также нужно осуществлять, исходя из расчета рабочего давления в системе и температуры носителя тепла.
- Нужно учесть насколько сложной и трудоёмкой будет работа с трубами, а также сложность схемы отопления – простая или с дополнительными конфигурациями.
- Выбор труб напрямую зависит от потенциальной необходимости замены трубопровода, либо его ремонта.
Виды материалов для системы отопления
В системе отопления трубы играют не последнюю роль. Используются в этой области и металлопластиковые трубы, и трубы из таких материалов, как сталь, медь, пластик и его соединение с металлом.
Черный металл. Трубы из него обладают и положительными и отрицательными свойствами. Они имеют высокую температуру плавления до +1500°.
Обратите внимание! Стоит отметить, что сталь характеризуется высоким коэффициентом теплопроводности, что, к сожалению, приводит к большим тепловым потерям при доставке теплоносителя в радиаторы.
Трубы из нержавеющей стали
Нержавеющая сталь. Положительное качество этого материала – сравнительная легкость работы с ним и обслуживания готовых трубопроводов, но большой минус – это высокая цена нержавеющей стали.
Медные трубы надежны и качественны. Минусом является трудоемкость монтажа. Этот процесс занимает продолжительное время.
Трубы из металлопластика
Металлопластиковые трубы. Они легкие и компактные, способны выдерживать высокие температуры. Однако часто многие люди жалуются на то, что их срок службы непродолжителен.
Наиболее популярными на сегодняшний день являются пластиковые трубы. Поговорим о них подробнее.
Трубы из пластика
Благодаря применению пластика при изготовлении труб отопления, появилась возможность обновлять систему быстрее и дешевле. Систему отопления, состоящую исключительно из пластика, сегодня можно увидеть довольно часто. Пластиковые трубы имеют демократичную стоимость, и именно их используют для капитального ремонта коммуникаций, срок годности которых истек уже давно.
Однако надо сказать, что слишком экономить не стоит. Останавливая свой выбор на трубах из пластика, нужно смотреть не только на цену или цвет, но и на фирму-производителя.
Пластиковый трубопровод совмещает в себе все достоинства отопительных труб. Эти изделия армируются стекловолокном для увеличения показателей прочности и защиты от коррозии.
Пластиковые трубы применяют при изготовлении трубопроводов отопления и водоснабжения любой сложности.
Люди предпочитают этот материал благодаря высоким показателям экологичности, простоте монтажа, надежности и долговечности, а также химической стойкости.
Начинаем пайку
Если раньше паять полипропилен не приходилось, то разумно предварительно узнать, как паять трубы отопления. Процесс пайки полипропиленовых труб своими руками включает в себя следующие шаги.
Понадобится сварочный аппарат (некоторые называют его утюгом, паяльником) с разными насадками. Большое значение в выборе паяльника играет его мощность.
Обратите внимание! Достаточной мощностью считается 1200 ВТ, а паяльник с мощностью 1800 ВТ считается профессиональным.
Аппарат для сварки полипропиленовых труб
Вернемся к нашим инструментам – в комплекте должны быть нагревательные плашки (их нужно затягивать с помощью шестигранного ключа). Многим мастерам может понадобиться рулетка и брезентовая ветошь. Важно, чтобы паяльник был включен в сеть на протяжении всего процесса.
На паяльном инструменте загораются светодиоды, когда они гаснут – паяльник нагрелся, значит, можно приступить к работе. Отрезаем необходимую длину трубы ножницами.
Пользоваться следует хорошо заточенными ножницами, что не только удобно, но и не приведет к нежелательной деформации труб.
Нарезка труб ножницами
Обратите внимание! Сварку желательно делать в специальных перчатках, ведь поверхность паяльника чаще всего нагрета до 250 °С иначе пайка пластиковых труб отопления может привести к травмам.
Берем пластиковую трубу и фитинг. Труба вставляется в нагревательную гильзу, а фитинг насаживается на дорн, после чего они выдерживаются примерно в течение 6-7 секунд. Идеальным соединение будет в том случае, когда на трубе образуется буртик.
Паять элементы трубы нежелательно, если температура воздуха ниже нуля, потому что в этом случае поверхность расплавленного пластика быстрее охлаждается.
Это неизбежно приводит к крайне слабому соединению. Нужно не забывать следить за тем, чтобы места соединений были ровными, а также не имели перекосов.
Далее соединение фиксируется, но без приложения к нему механических нагрузок на время выдержки.
Обратите внимание! Трубы не терпят халатного отношения при монтаже. Только соблюдение всех правил монтажа даст гарантию долговечной и качественной работы системы отопления или работы водоснабжения.
Прочитав вышеуказанные инструкции и, при необходимости, просмотрев соответствующее видео, можно легко провести всю работу своими руками, не обращаясь за помощью к компетентным в этом вопросе людям, требующим за свои услуги деньги.
Видео
Предлагаем вам посмотреть видео, посвященное данной теме. Вы узнаете, какие еще существуют приспособления для пайки труб.
Как правильно паять трубы для отопления своими руками?
Пайка полипропиленовых труб: правила проведения работ и разбор возможных ошибок
Возможность собирать трубопроводы самостоятельно – несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно собственноручно соорудить канализацию, починить и модернизировать водопровод.
Главное – понять специфику соединения сборных элементов между собой. Согласитесь, это немаловажная часть работы, отвечающая за герметичность магистрали и ее беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
На практике применяются две методики стыковки свариваемых деталей:
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.
Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования – промышленность.
Кроме паяльников, мастеру также потребуются:
- ножницы – труборез для полипропиленовых труб;
- рулетка строительная;
- угольник слесарный;
- шейвер для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры пайки выставить на 260ºС.
- Подготовить сопрягаемые детали – разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождаться набора рабочей температуры – включения зелёного индикатора.
Сопрягаемые детали (труба – муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
| Условный диаметр трубы, мм | Время нагрева для оптимальной диффузии, сек | Время на спайку деталей, сек | Время на охлаждение деталей, мин |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.
Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Монтировать трубопроводы из полимеров посредством их пайки «на горячую» – удобная и популярная методика. Она успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне.
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
7 ошибок пайки полипропиленовых труб с плачевными последствиями
Полипропиленовые трубы — востребованный материал для коммуникаций. Изделия используются для отопления и водоснабжения. Полипропилен, в виду своей доступной цены, завоевал сердца миллионов тех, кто не хочет сильно тратится. Если не тратишься на трубы, то и на рабочую силу не обращаешь должного внимания. Это побудило рынок сдвинуться в сторону большого количества мало обученных специалистов, которые не особо знают правила сварки полипропиленовых труб. В этой статье поговорим с вами о ключевых ошибках пайки ппр труб своими руками и обсудим, чем каждая ошибка может для вас кончиться.
Раньше применялись металлические трубы. Системы ремонтировались путем сварки. Такие сварщики и слесари были профильными специалистами. Могли обеспечить качественный ремонт. Отвечали за результат. Предоставляли гарантии.
Сейчас по-другому. Монтажом занимаются любители. Халтурщики без соответствующего образования и профессиональной подготовки. Даже мастер-специалист устанавливает трубы не по правилам. Из лени и экономии времени.
Ниже разберем семь грубейших нарушений пайки, допускаемые большинством профи и любителей. И советы, которые помогут смонтировать систему с полипропиленовыми трубами грамотно своими руками.
Посмотрите так же видеоверсию статьи с подробными примерами:
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.

Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).

Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Когда стык перегревается, труба сужается. Не превышайте оптимальное время пайки трубы. Средняя рекомендуемая температура — 250-260 градусов.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).

Вот так выглядит соединение перегретой полипропиленовой трубы после «пайки»
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.

Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Как правильно паять трубы отопления?
Автономную систему отопления выгодно монтировать из пластиковых материалов. Так поступает большинство индивидуальных застройщиков. Современные трубы и фитинги из полипропилена отлично выдерживают нагрузки, их можно недорого купить и самостоятельно смонтировать.

Однако, чтобы работа была качественной, а коммуникации работали исправно, необходимо правильно выбрать материал, а также знать, как паять трубы отопления и соблюдать инструкцию по технике безопасности.
Виды труб для отопительных систем
Для монтажа систем отопления подходят традиционные металлические трубы и полимерные, с некоторыми оговорками по условиям их эксплуатации.
Виды труб для отопительных систем:
- Стальные. Стальная труба без специального защитного покрытия в отопительных системах используется повсеместно в многоквартирных домах. Сталь хорошо выдерживает тепловые нагрузки, повышенное давление в магистрали. Недостатком является их подверженность коррозии. В условиях агрессивных добавок, применяемых в промышленных теплосетях, сокращает их срок службы значительно. Для индивидуальных застройщиков стальные материалы представляют трудность в плане самостоятельного монтажа.
- Оцинкованные стальные коммуникации. Оцинкованные материалы более долговечны, чем стальные необработанные. Но и стоимость их выше.
- Медные. Эти материалы можно назвать аристократами в строительстве отопительных систем. Медные трубы и фитинги долговечны, но дорогостоящи. Их монтаж требует специальных навыков.
- Нержавеющая сталь. Трубы из нержавейки относятся к дорогостоящим материалам. Они долговечны, надежны в эксплуатации, то требуют специальных навыков для монтажа трубопровода.
- Металлопластик. Это легкие материалы, удобные для монтажа. В системах отопления используются редко, поскольку в подобных условиях эксплуатации имеют небольшой срок службы.
- Полимерные материалы. Для отопления используют трубы из полипропилена. Это недорогие коммуникации, которые при желании может смонтировать непрофессионал. Трубы не подвержены коррозии. При качественной сборке коммуникации из полипропилена служат десятилетия. Недостатком их является ограничение допустимой температуры теплоносителя и давления в системе. Однако для бытовых, автономных систем отопления трубы из полипропилена подходят идеально.

Обратите внимание! К общим недостаткам металлических коммуникаций можно отнести их высокую теплопроводность. Это свойство металла значительно увеличивает потери тепла при транспортировке теплоносителя.
Трубы отопления из полипропилена лишены многих недостатков металла. Процесс их соединения называется пайкой или сваркой.
Для монтажа пластика потребуется специальный инструмент, подробная инструкция о том, как паять трубы отопления. Работа не представляет сложности. После некоторой тренировки качественное соединение выполнит и непрофессионал.
Способы пайки
Существует 3 способа соединения пластиковых труб и фитингов, два из которых термические:
- Диффузионная сварка при помощи специального паяльника. Основана на процессе молекулярной диффузии (смешивания) органических полимерных материалов при нагревании их до температуры плавления.

- Диффузионная сварка с использованием специальных электрофитингов. Основа процесса аналогична первому способу. Отличие заключается в технологии – здесь требуются специальные, дорогостоящие фитинги с вживленными электродами. Электрофитинги позволяют смонтировать систему отопления без использования паяльника.

- Химическая сварка (холодный способ соединения пластиковых деталей). Холодная сварка основана на химическом «расплавлении» полипропилена. Детали смазывают специальным составом и соединяют.

Обратите внимание! Для монтажа системы отопления подходят только первые два способа пайки. Холодная сварка не дает достаточной прочности соединения для монтажа отопительных систем.
Схематично процесс пайки можно описать следующим образом:
- конец трубы отопления и фитинг нагревают;
- соединяют в нагретом состоянии;
- удерживают в требуемом положении до остывания.
Результатом является крепкое, на уровне молекул, соединение деталей. В результате правильно проведенной пайки, мастер получает цельное соединение, которое при разрезе не имеет видимых границ стыковки.
Как варить трубы из полипропилена (инструкция)
Для работы вам понадобятся следующие инструменты:
- Паяльник для полипропиленовых материалов. Это специальный прибор, который работает от электросети. На паяльнике имеется нагревательный элемент в виде пластины (мечевидный) или трубки (цилиндрический). Конфигурация аппарата значения для качества пайки не имеет. На нагревательный элемент паяльника закрепляют насадки, которые соответствуют диаметру труб отопления (от 16 до 32 мм). Достаточная мощность для бытового использования от 800 до 1200 Ватт.
- Ножницы для пластика или ножовка для разрезания труб.
- Шейвер для снятия фаски или острый нож для зачистки края заготовок.
- Линейка, маркер, угольник для разметки.
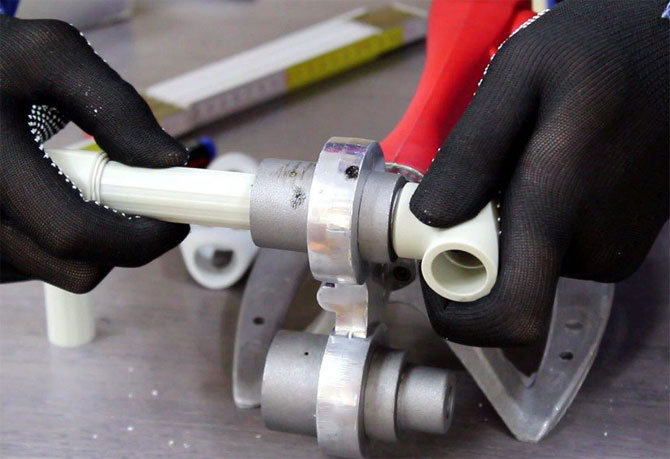
Предварительный этап включает создание плана и чертежа будущей системы отопления. Далее нарезают трубы необходимого размера. Пайку проводят поэтапно, собирая отдельные узлы коммуникации на горизонтальной поверхности. После, готовые участки собирают в единую систему.
Пошаговая инструкция проведения пайки труб отопления:
- Паяльный аппарат устанавливают на полу, закрепляют на нем насадки нужного диаметра, включают в сеть.
- Дожидаются, когда паяльник наберет нужную температуру (для полипропилена 260 градусов). Одновременно надевают на одну насадку фитинг, во вторую вставляют конец трубы. Предварительно на трубе делают метку глубины пайки.
- Выдерживают детали необходимое время, оно зависит от диаметра соединяемых частей.
- Одновременно, двумя руками снимают нагретые детали и соединяют их между собой.
- Держат неподвижно до отвердевания полимера.
Обратите внимание! Для удержания паяльника удобно его зажимать между колен, расположившись соответственно на полу.
Паять трубы отопления из полимерных материалов достаточно просто. Главное делать все операции по инструкции одновременно, быстро и точно.
В процессе работы паяльник из сети не выключают.
Таблица времени нагрева, остывания деталей в зависимости от их диаметра. Данные временные интервалы даны для температуры воздуха при пайке в 20 градусов тепла. Если температура окружающей среды отличается, то потребуется коррекция времени.
| Диаметр материалов | Интервал нагрева (в сек.) | Интервал сварки (в сек.) | Интервал остывания (в сек.) |
|---|---|---|---|
| 16 | 5 | 6 | 3 |
| 20 | 5 | 6 | 2 |
| 25 | 7 | 10 | 2 |
| 32 | 8 | 10 | 4 |
Меры безопасности
При работе с нагревательным аппаратом необходимо соблюдать меры индивидуальной защиты:
- Паяльник должен быть установлен на горизонтальной поверхности в свободном от материалов месте.
- На мастере должны быть обязательно защитные перчатки (для работы с горячими инструментами), удобная спецодежда.
- Не следует наклоняться над плавящимся пластиком, поскольку в процессе выделяются вредные пары.
- Помещение должно быть относительно чистым. Рабочая поверхность — свободной от пыли, мусора.
- Соединение вилки паяльника с сетью должно быть плотным, шнур свободным.
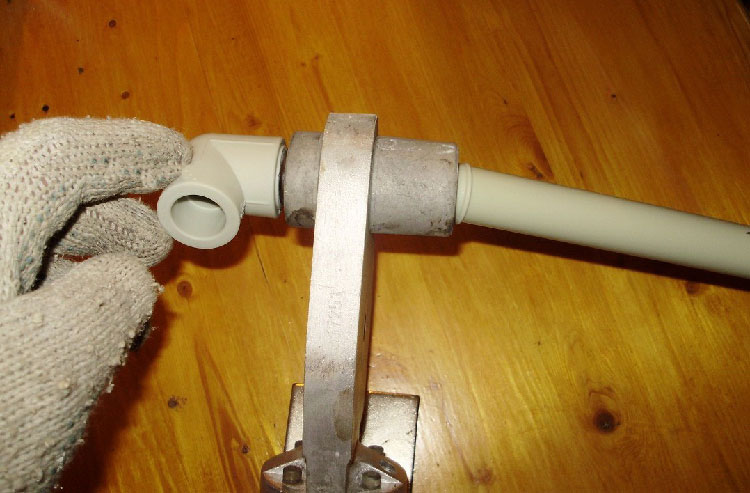
Предварительный прогрев сварочного инструмента проводят 20 минут, если на нем нет соответствующего индикатора.
Секреты качественной сварки труб
Для того, чтобы пайка труб отопления была качественной, а соединение безупречным, необходимо знать небольшие секреты этого процесса:
- Труба не должна входить в фитинг в холодном состоянии.
- Операцию по насадке деталей на паяльник проводят одновременно, с нажимом, но без подкручивания.
- Соединение деталей проводят без лишнего нажима и без прокручивания.
- Детали удерживают в фиксированном состоянии до полного остывания.
- Результатом качественного соединения является равномерный наплыв пластика по диаметру трубы около фитинга.
Если вы собираетесь паять трубы отопления впервые, то приобретите пару дешевых фитингов и некоторый запас трубы. Предварительно потренируйтесь, чтобы почувствовать и понять физические качества холодного и расплавленного материала. Для самоконтроля разрежьте ваше соединение, посмотрите на качество пайки изнутри.
Как правильно спаять отопление и водопровод из полипропилена

Цена труб и фитингов из полипропилена (сокращенно – ППР) заметно ниже, чем других полимеров – металлопластика, сшитого полиэтилена. Но можно сэкономить дважды — купить недорогой паяльник и спаять водопровод либо отопление из PPR своими руками.
Суть проблемы: в интернете опубликовано множество инструкций и видео по соединению трубопроводов в отрыве от реальных условий монтажа. Домовладелец учится правильно сваривать фасонные элементы на столе, но не знает тонкостей прокладки и стыковки готовых участков. Предлагаем изменить подход — пайка полипропиленовых труб и монтажные работы должны осваиваться одновременно.
Этапы монтажных работ
Невысокая стоимость полипропиленовых систем с лихвой компенсируется сложностью сварки изделий PPR. Труднее монтируется только сантехника из стальных и медных труб, которые нужно варить газовой горелкой. Разводка металлопластиковыми и полиэтиленовыми материалами делается проще, но стоит дороже.

Чтобы надежно и красиво спаять трубопроводы водоснабжения и отопления из полипропилена, рекомендуем работать в такой последовательности:
- Нарисуйте водопроводную и отопительную схему, перенесите проекции магистралей на стены помещений.
- Подготовьте необходимые инструменты и приспособления. Профессиональный сварочный аппарат (он же паяльник или «утюг») с набором насадок лучше взять в аренду, а не покупать.
- Нарежьте заготовки и сварите участки системы в удобных условиях – на столе.
- Готовые участки закрепите по месту и соедините между собой. Подключите сантехнические и обогревательные приборы.
Примечание. Составление схемы и разметка трасс на стенах позволит вам четко выбрать комплектующие – тройники, отводы, муфты и определить количество труб для закупки.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.
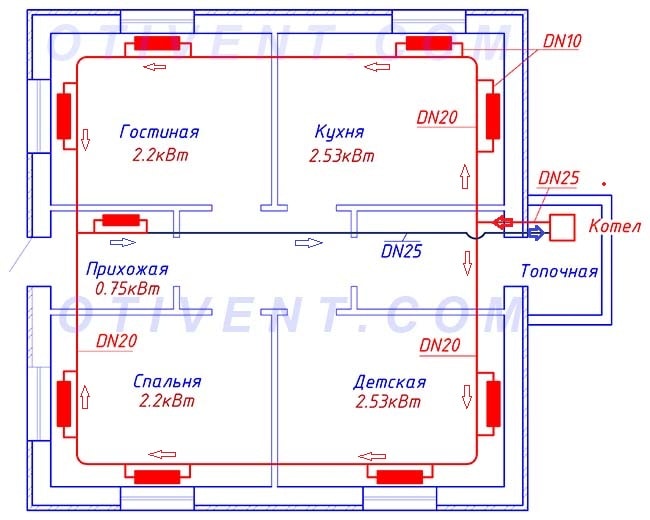 Пример однотрубной системы отопления одноэтажного дома
Пример однотрубной системы отопления одноэтажного дома
Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
Важный нюанс. Грязевики должны ставиться в правильном положении – горизонтально, «носиком» вниз. Под установку водяных фильтров выбирайте подходящие прямые участки.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.
 Разметка на стене помогает увидеть реальные контуры будущей системы
Разметка на стене помогает увидеть реальные контуры будущей системы
При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.
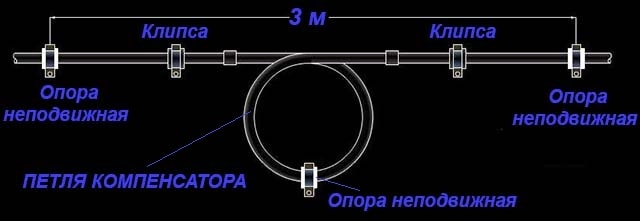
Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Паяльник для полипропилена и другие инструменты
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.
 Разновидности сварочных аппаратов и тефлоновых насадок
Разновидности сварочных аппаратов и тефлоновых насадок
Справка. Проще всего взять нагреватель с комплектом насадок в аренду. Стоимость проката в сутки – от 4 до 8 у. е. в зависимости от региона проживания и первоначальной цены аппарата.
Помимо паяльника, для разметки и сваривания труб ППР понадобится набор инструментов и приспособлений:
- секундомер;
- ножницы для резки – обязательно, ножовки и болгарки не годятся;
- шейвер – устройство торцевания труб, армированных алюминием;
- средства измерения – рулетка, угольник, линейка;
- маркер либо простой карандаш;
- обезжиривающий состав – уайт-спирит, бензин «калоша», нефрас, спирт (ацетон не годится);
- ветошь;
- перчатки защитные.

Здесь перечислен инструментарий, необходимый конкретно для пайки ППР труб. Чтобы крепить разводку к стенам и подключать к батареям, понадобится комплект ключей, дрель, молоток и отвертки.
У всех сварочных аппаратов есть неприятная особенность – паяльник болтается в гнезде подставки и свободно двигается вместе с ней по столу. Совет опытного мастера: прикрепите подставку к столешнице двумя самонарезающими винтами, а нагреватель зафиксируйте шурупом, как показано на фото.

Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.
Как правильно паять трубы согласно инструкции производителей полипропилена:
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.

- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.

- Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.

- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.
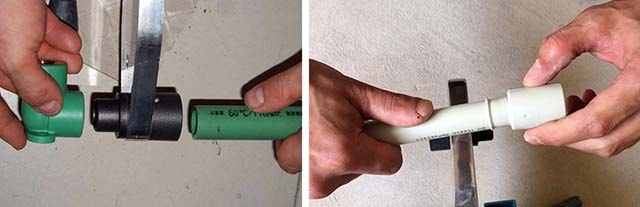
- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.
Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.

Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.
 Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Как разметить и сварить секции полипропиленовых труб:
- Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
- Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).

- Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.

- Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
- Обезжирьте все торцы и переходите к свариванию.
 Примеры готовых частей водопровода
Примеры готовых частей водопровода
Наибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.
В технологии сборки секций гораздо проще разобраться, просмотрев видеоурок опытного мастера:
Как правильно спаять трубы отопления своими руками и не накосячить?
Доброе время суток, дорогой читатель! Собрать систему отопления методом сварки можно за короткое время. При чём, если для сварки металлических труб требуется наличие профессиональной подготовки, то изделия из пластика сможет сварить своими руками даже неопытный в этой области человек. О том, как паять трубы отопления правильно, чтобы не допустить разгерметизации швов в процессе эксплуатации системы, и пойдёт речь в этой статье.
Виды труб соединяемых пайкой
Для сборки систем отопления и горячего водоснабжения с помощью пайки, в отличие от холодного водопровода, нужно использовать трубы только из термостойких видов материалов.

- пластиковые с армированием алюминиевой фольгой (PN 25) или стекловолокном (PP-RCT);
- полипропиленовые (PN 16, PN 20);
- полиэтиленовые повышенной термостойкости (PE-RT);
- полибутеновые (РВ);
- медные трубы.
Необходимые инструменты и материалы для пайки
Для пайки полимерных труб понадобятся следующие инструменты и материалы:
- сварочное устройство — паяльник с несколькими насадками;
- рулетка или линейка, маркер — измерительные инструменты для выполнения разметки;
- припой для пайки. Для пайки при низких температурах (до +450ºС) выпускается в бухтах из сплава серебра, олова, свинца и добавок. В виде стержня из сплава меди, серебра и других металлов — для высокотемпературной пайки;
- флюсы и фитинги. Флюсы применяются для очищения место пайки от окисления, а также для обеспечения лучшего схватывания присадочного материала и его равномерного растекания. Фитинги подбираются по размеру сечения трубы. В зависимости от конфигурации системы отопления могут использоваться тройники, повороты, угловые муфты, переходы на резьбу, крестовины и др.;
- ножницы для резки — режущий инструмент для пластиковых труб;
- шейвер — приспособление для удаления армирования на концах изделий.
Советы по выбору и эксплуатации трубного паяльника
При выборе паяльника следует руководствоваться следующими критериями:
- показатель мощности;
- количество посадочных мест под насадки;
- количество самих насадок и наличие на них тефлонового покрытие;
- наличие регулятора температуры;
- страна производитель.
Суть процесса и способы пайки
Процесс сварки пластиковых изделий заключается в создании неразьёмного соединения при нагреве свариваемых поверхностей до вязко-текучего состояния и прижатии их друг к другу под давлением.

Микрочастицы одного изделия проникают в структуру другого, образуя цельную конструкцию. Осуществляется этот процесс тремя способами:
- диффузионный способ. В зоне сварки происходит перемешивание вязко-текучего материала обеих деталей с одновременным вытеснением пузырьков воздуха. После остывания изделия образуют надёжное соединение, которое не теряет прочности с течением времени;
- пайка с помощью электрофитинга — способ стыковки труб с применением фитингов с закладными электрическими нагревателями, при этом сварка осуществляется в автоматическом режиме;
- холодным способом. Пайка осуществляется с использованием специальной сварочной массы (припоя), которая помещается в зазор между поверхностями свариваемых деталей. Припой имеет более низкую температуру плавления, чем основной материал, при расплавлении диффундирует в него, образуя прочное соединение.
Пошаговая инструкция по пайке труб отопления
Перед проведением монтажа системы отопления рекомендуется подготовить подробную схему на бумаге, с помощью которой можно подсчитать размеры трубных участков и количество фитингов. Это позволит выполнить максимально возможное количество стыковок элементов в удобном положении, на рабочем столе.
Меры безопасности
Выполняя пайку элементов системы отопления нужно учитывать, что в работе используется электрический прибор, поэтому должны строго соблюдаться правила защиты от поражения электрическим током. Помещение, где проводится пайка, необходимо постоянно проветривать, так как расплав припоя и флюса может выделять токсичные вещества.
Чтобы избежать ожогов следует использовать защитные перчатки и спецодежду.
Подготовка элементов и деталей
Подготовка элементов, участвующих в сварочном процессе, включает в себя:
- разметку нужной длины трубы;
- нарезку отмеренных отрезков;
- очистки края цельной пластиковой трубы пилкой для железа или острым ножом от заусениц. При соединении армированных изделий необходимо с помощью шейвера удалить верхний слой пластика и алюминиевую прослойку по длине входа в фитинг;
- далее рекомендуется снять фаску под углом 35-45º на наружном конце трубки, чтобы избежать задиров материала при введении трубки в раструб фитинга;
- разметить на изделие длину его вхождения в фитинг, исходя из глубины муфты плюс 1-2 мм. Этот зазор необходим для предотвращения сужения трубы в месте соединения наплывом сварного шва;
- после разметки поверхности деталей необходимо очистить от пыли, загрязнений и обезжирить спиртовым раствором.
Подготовка паяльника
Паяльник нужно установить на ровную поверхность, закрепить необходимые насадки на посадочные места, выставить терморегулятор на температуру сварки и подключить к электросети.

Насадки аппарата в зависимости от температуры окружающей среды греются в течение 10 — 15 мин. Первая сварка выполняется через 5 минут после нагрева паяльника.
Правила стыковки
Паяльник одновременно разогревает внешний и внутренний слой соединяемых деталей, на концах которых образуются отбортовки. Снятые с насадок нагретые детали необходимо немедленно состыковать между собой, прижимая друг к другу с двух сторон, контролируя усилие.
Соединив элементы, важно обеспечить их неподвижность в течение 20 — 30 секунд (зависит от размера диаметра), чтобы избежать смещения поверхностей, приводящего к нарушению соединения.
Зачистка и охлаждение соединений
При любой технологии сварки нельзя прибегать к ускорению охлаждения сварного шва холодным воздухом, водой и пр. При быстром охлаждении в зоне сварного шва возникают значительные перепады температур, которые способствуют к образованию больших напряжений в пластике.
Наличие высокого внутреннего напряжения негативно влияет на прочность шва и может привести к образованию раковин.
Поэтому, если сварка проводится при низкой температуре окружающей среды, горячий шов необходимо укутать теплоизоляционным материалом, который замедлит процесс охлаждения, и, соответственно, снизит внутреннее напряжение в зоне сварки.
Проверяем качество соединения
Для того, чтобы определить насколько качественно выполнен шов сварного соединения, нужно произвести его визуальный осмотр на наличие дефектов в виде трещин, раковин или складок, которые могут образоваться при перегреве изделий. Сам валик оплавленного материала должен быть равномерным и выступать за торцевую поверхность соединяемых элементов на 2-3 мм.
Кроме того, сварные соединения не должны иметь нарушений соосности труб более чем на толщину их стенки.
Видео по пайке
Как правильно спаять полимерные труб на стене можно посмотреть на видео:
Частые ошибки
Пластиковая сварка сопряжена с высокой вероятностью ошибки, которые могут привести к получению некачественного соединения. Среди наиболее часто встречающихся можно назвать следующие ошибки:
- некачественную подготовку;
- слишком большое или наоборот малое давление при стыковке изделий;
- зачистку наплывов на стадии остывания деталей;
- попытки сварить трубы разных диаметров;
- не достаточное углубление трубы в раструб изделия большего диаметра.
Советы специалистов
Для выполнения пайки труб из пластика требуется некоторая сноровка. Поэтому первый совет специалистов — потренироваться на пайке небольших ненужных отрезков труб. Кроме того рекомендуется:
- выбирать для работы паяльник мощностью не более 1,2 кВт;
- после спаивания каждой детали производить очистку насадки от приставшего пластика, иначе он деформирует шов последующих соединений;
- для очистки нагревательного элемента от расплавленного пластика выбирать только деревянный инструмент, так как металлический может поцарапать поверхность насадки;
- если какое-то соединение вызывает даже малейшее сомнение в качественном исполнении, его необходимо обязательно вырезать и сварить новый стык;
- состав материала трубной стенки в месте сварного шва должен быть максимально однородным, поэтому желательно использовать только трубы и фитинги одного производителя.
Пайка в труднодоступных местах и углах
Работа по сборке теплопровода в труднодоступных местах сложнее, чем в условиях достаточного пространства. К таким местам обычно относят зону потолка, углы комнат и стеснённые условия, когда нет возможности установить паяльник на подставку.

В таких ситуациях прибегают к секретным хитростям:
- паяльник подвешивают на крюк;
- в углах сваривают специальные угловые переходники;
- если спаиваемые отрезки труб слишком близко расположены на стене, то прямой и ответный участок стыка греют поочерёдно. При этом первую деталь прогревают немного дольше, чем положено, а затем греют ответную часть меньшее время, но при более высокой температуре на насадках (терморегулятор устанавливается на прогрев труб большего диаметра);
- чтобы не держать детали на весу при сварке на стенах, удобнее закрепить трубу клипсами и сдвигать их по мере необходимости.
Заключение
Сварка относится к наиболее популярным способам соединения отдельных элементов отопительной системы. Применение современных технологий позволяет самостоятельно выполнять швы, практически не уступающие по прочности цельным участкам трубопроводов. Этот момент очень важен, поскольку параметры рабочего давления и температуры в системах отопления могут быть достаточно высокими.
Делитесь полезными идеями в социальных сетях со своими друзьями, а они обязательно поделятся с вами. И не забудьте подписаться на наш канал.
Руководство по правильной пайке труб из полипропилена
Для устройства внутренних сетей водоснабжения и отопления в усадебном доме или квартире используют трубопроводы из пластика. Для объединения отдельных участков в единую систему предназначена пайка полипропиленовых труб. Для качественного выполнения операции требуются определенные навыки, но после некоторой тренировки это можно сделать самостоятельно.
Трубопроводы из полипропилена, их достоинства
Полипропиленовые трубопроводы пригодны для горячего и холодного водообеспечения, отопления. Изделия, с армированным слоем из фольги, стекловолокна или алюминия выдерживают температуру до 95 0 С, давление 20-25 атм. Применяются для внутреннего водопровода и отопления, в системе подачи ее от магистрали.
Изделия обладают достоинствами:
- долгий срок эксплуатации;
- выдерживают высокие физические нагрузки;
- не разрушаются от влаги, агрессивных жидкостей;
- легкие, что облегчает их монтаж;
- низкая теплопроводность не снижает температуру теплоносителя;
- не ухудшают вкус и химический состав жидкости;
- имеют невысокую стоимость.
Эти характеристики полипропиленового трубопровода делают его популярном в современном строительстве и при ремонте водопровода в жилом фонде.
Виды пластиковых труб, тонкости процесса спайки
Понятие «пластиковые трубы» объединяет в себе ряд изделий, которые имеют различие в использовании и химическом составе. Выделяют следующие виды:
- Поливинилхлоридные (ПВХ). Рекомендуются для холодного водоснабжения. Легкие, прочные. Используются для прокладки в открытом виде.
- Полипропиленовые (ПП). Выдерживают высокие температуры, давление, предназначены для транспорта горячих жидкостей и в отопительных системах. Соединения отдельных элементов осуществляют пайкой пропиленовых труб.
- Полиэтиленовые(ПЭ) . Гибкие, эластичные, при нагревании становятся мягкими. Бывают высокого (ПВД) и низкого давления (ПНД). Используются для холодной воды.
- Из сшитого полиэтилена (РЕХ). Легко изгибаются, выдерживают механические нагрузки, высокие и низкие температуры. Предназначены для горячего и холодного водоснабжения.
- Металлопластиковые. Многослойные. Используются для питьевого водопровода и отопления.

Пайка пластика обеспечивается термопластичностью материала. При нагреве он становится мягким, как пластилин, отдельные фрагменты легко соединяются при взаимном прижатии. Остывание приводит к образованию прочного стыка, который не пропускает жидкость.
В процессе пайки имеет место полифузия – взаимное проникновение молекул. Так как шов образуется из материала изделий, его химическая формула равна формуле материала и сохраняет его физические свойства. В стыке нет границы между элементами, чем объясняется его прочность.
Способы соединения полимерных труб
Существует несколько методов осуществления такой операции, как пайка пластиковых труб. Остановимся на каждом подробнее.
Стыковая пайка
Это соединение изделия одинакового внутреннего и наружного диаметра. Последовательность следующая:
- Подгонка торцов для плотного их прилегания, для этого применяют торцеватель зачистки кромок.
- К торцу прижимают плоский нагреватель. Выдерживают определенное время для расплавления.
- Снимают нагреватель и прижимают торцы друг к другу, выдерживают до остывания. Происходит процесс полимеризации и образования шва.
Чтобы получить качественное соединение, для стыковой сварки используют специальные аппараты станочного типа. Такие приспособления выбирают для работы профессионалы. На бытовом уровне для полипропиленовых соединений этот метод практически не применяется.
Муфтовая пайка
Муфтовая пайка полипропиленовых труб наиболее часто применяется для прокладки их в квартире или жилом доме. Здесь используются две детали – муфта и труба. Внутренний диаметр муфты должен соответствовать наружному диаметру трубы. Муфтой может быть отрезок трубы, тройник, отвод, кран или другой фитинг.
Пайка осуществляется с помощью приспособления, на одной стороне которого расположена муфта, на другой – дорн. В муфту аппарата вставляется труба, на дорн одевается муфта, с помощью которой выполняется соединение. Производится одновременный нагрев торцов. Важно не превысить время нагревания, чтобы не расплавилась вся стенка.
После нагрева обе заготовки одновременно снимают с нагревателя, трубу вставляют в муфту на отмеченную глубину. Дальнейшее охлаждение приводит к процессу полимеризации соприкасающихся поверхностей и их спайке.

Пайка с помощью электрофитинга
Пайка труб из полипропилена с применением электрофитинга выполняется с помощью муфтового аппарата, оснащенного электрическим кабелем. Муфта-фитинг надевается на трубу и подключается к нагревателю. Она нагревается до температуры 260 0 С, расплавляется и происходит их спайка. Далее аппарат выключают и отсоединяют от фитинга. После остывания соединения, образуется прочный контакт.

Другие способы пайки
Один их способов соединения полипропиленовых трубопроводов, это, так называемая, холодная сварка. Выполняется с помощью органического клея-растворителя. Его нанесение на поверхность пластика вызывает размягчение пластика. Обработанные участки необходимо сразу же соединить, так как клей быстро испаряется. Этот метод используют для соединения деталей из ПВХ, которые малопластичны при нагревании.

Аппараты и другие инструменты для пайки полипропиленовых труб
Для домашних коммуникаций применяют пластиковые трубы наружным диаметром 20-63 мм. Для их пайки выбирают малогабаритные приспособления. Это паяльник простой конструкции, его часто называют утюгом. Аппараты различаются по форме нагревательного элемента, бывают цилиндрические и мечевидные. На мечевидные надеваются насадки в виде дорна и гильзы. Они предназначены для торцевой пайки. В цилиндрическом нагревателе используют длинную круглую насадку обжимного типа.
Кроме аппарата для пайки понадобятся следующие инструменты:
- ножницы для нарезки;
- швейер для торцевания армированных изделий;
- рулетка или линейка;
- маркер;
- органический спирт дл обезжиривания;
- ветошь;
- перчатки.
Обеспечив себя необходимым инструментом, можно приступать к работе. 
Выбираем аппарат для пайки
Прежде, чем решить, как паять трубы из полипропилена, необходимо выбрать подходящий аппарат. Первое, на что следует обратить внимание:
- Мощность. В домашних условиях применяют трубы диаметром до 50 мм. Для их пайки достаточно аппарата мощностью 0,7 кВт. Если вы рассчитываете паять отрезки диаметром до 75 мм, остановите выбор на агрегате в 1 кВт мощности.
- Вид элемента нагревания – плита или цилиндр. Первый вариант проще в работе, на нем стоит остановиться малоопытному сантехнику.
- Число насадок и их размеры. Выбирают несколько диаметров, подбирая их к размерам используемых деталей.
- Производитель. Отдают предпочтение известным производителям, которые зарекомендовали себя качественной продукцией.
Качество сварочных аппаратов определяется величиной погрешности температуры нагревания детали. Лучшими считают чешские инструменты, но они самые дорогие. Дешевле аппараты российского производства. Для монтажника, который использует их для собственных целей, это самый выгодный вариант. Китайская продукция отработает срок гарантии, но не более.
Как паять трубы из полипропилена своими руками
Для соединения труб с помощью пайки нагревают соединяемые участки и вставляют их друг в друга. После охлаждения получаем единую конструкцию. Чтобы знать, как правильно паять полипропиленовые трубы, следует ознакомиться с инструкцией. Порядок действий следующий:
- Отрезаем нужный размер трубы.
- Отмечаем глубину входа ее в муфту.
- Включаем паяльник для полипропиленовых труб и нагреваем насадки.
- Надеваем детали на насадки. Выдерживаем время нагрева (определяем его по таблице 1).
- Снимаем детали с нагревателя, соединяем их, прижимаем, держим 4-6 секунд.
- Проверяем качество соединения.
Время и температура нагрева полипропилена зависят от размеров свариваемых труб, это уточняют по данным таблицы 1.
| Диаметр трубы, мм | Длина свариваемой поверхности, мм | Период нагревания, сек | Период сваривания, сек | Период охлаждения, мин |
| 16,0 | 13,0 | 5 | 4 | 3 |
| 20,0 | 14,0 | 5 | 4 | 3 |
| 25,0 | 16,0 | 7 | 4 | 3 |
| 32,0 | 20,0 | 8 | 4 | 4 |
| 40,0 | 21,0 | 12 | 6 | 4 |
| 50,0 | 22,5 | 18 | 6 | 5 |
| 63,0 | 24,0 | 24 | 6 | 6 |
Как видим из таблицы, все основные параметры спайки зависят от диаметра. Время нагрева или охлаждения должно соблюдаться, отклонение в любую стороны приведет к некачественному соединению.
Перед началом пайки нужно подготовить паяльник. На него надевают насадки нужного диаметра. Устройство включают в сеть, нагревают до 260 0 С. Об этом сигнализирует звуковой сигнал или мигание зеленой лампочки. Далее действуем по инструкции, соблюдая требуемую температуру и время нагревания.
При расположении трубопровода в неудобных местах отдельные элементы нагревают по очереди. Первый должен иметь более высокую температуру, за время нагрева второго он немного остынет. После этого обе части быстро соединяют и выдерживают 4-6 секунд. При поворотах для обеспечения прямого угла стыка применяют угловые муфты.
Особенности пайки труб с армированием
Перед пайкой армированных полипропиленовых труб слой армирования необходимо удалить. Алюминий в стенке требует длительного нагрева для плавления, к тому же он увеличивает диаметр, и она не входит в стандартные насадки.
Для зачистки используют швейер. Это втулка из металла с встроенными ножами, которые при вращении снимают армирование до пластика. Если алюминиевый слой расположен внутри стенки, применяют торцеватель.

Ошибки, недопустимые при пайке труб
Основными ошибками бывают:
- недогрев или перегрев полипропилена;
- нарушение соосности стыкуемых деталей;
- нарушение процесса пайки;
- неправильный выбор материала или размера.
Если нагревать полипропилен больше положенного времени, возникает наплыв пластика внутри трубы, что уменьшает ее пропускную способность. При недостаточной температуре полипропиленовый стык получается непрочный и прослужит короткое время. Если оси стыкуемых заготовок не совпадают, появляется перекос трубопровода, что ухудшает его работу. При стыковой сварке материал стыкуемых поверхностей должен быть одинаковым, иначе прочность шва нарушается.
Пайка полипропиленовых труб – процесс непростой, но выполнимый. Важным моментом является выбор качественного материала, удобного и надежного паяльника. При проведении работ следует соблюдать меры безопасности, иметь защитную одежду и рукавицы, обязательно проветривать помещение.
Источник https://dom-naveka.ru/dom-stroj/kak-pravilno-spayat-sistemu-otopleniya.html
Источник https://fgpip.ru/drugoe/tehnologiya-pajki-plastikovyh-trub-otopleniya-2.html
Источник https://climate-cool.ru/sistemy-otopleniya/kak-pravilno-payat-truby-dlya-otopleniya-svoimi-rukami